Aki 3D nyomtatásra adja a fejét az rövid úton belátja, hogy a 3D nyomtató nem olyan, mint egy egyszerű plug & play tintasugaras vagy lézer nyomtató. Mindkettőben lehet stepper motor, de tök mást csinálnak, pláne nem ugyanolyan következetességgel.
A 3D nyomtatókat időnként újra kell kalibrálni. A mikor kérdésre a válasz tőlünk is függ, hiszen nem mindegy hogyan használjuk a nyomtatónkat.
A leggyakrabban az alulextrudálás vagy a túlextrudálás hibajelenségek miatt kalibráljuk újra az extrudert, azonban én nem sajnálom rá az időt akkor sem, ha mondjuk mozgatom a nyomtatót, nozzle-t cserélek vagy filament típust. Sokszor még akkor is szükséges lehet a kalibráció, ha új filamentet fűzünk be ami azonos típusú (Pl.: PLA) azonos gyártótól de eltérő színű.
A kalibrálás során a következő eszközökre lesz szükségünk:
- Tolómérő
- Jelölő toll
- Számológép (fejben jól számolóknak nem kötelező! 🙂 )
- Bármi amivel a 3D nyomtató soros portján keresztül tudunk kommunikálni a nyomtatóval.
- Én Raspberry Pi-t használok amire Octopi-t telepítettem.
- Teljesen jól használható egy Android telefon átalakító kábelekkel és egy soros porton kommunikáló applikáció. Amíg nem volt Raspberry-m, addig én a Play Store-ból a Serial USB Terminal nevű applikációt használtam.
Én a következő lépéseket követve kalibrálom újra az extrudert:
- Felmelegítem a hotendet arra a hőfokra, amin az adott anyaggal a leggyakrabban fogok nyomtatni.
- Kimérek 120 mm távolságot tolómérővel, megjelölöm a filamentet.
- Terminál parancs kiadása: M503
- Ez megjeleníti a jelenlegi Estep értékünket, ezt jegyezzük fel.
- G91
- Ezzel átállítjuk a gépet inkrementális pozícionálásra
- G1 E100 F100
- Ezzel gyakorlatilag azt mondjuk a nyomtatónak, hogy nyomjon ki 100mm filamentet.
- A jelölést használva megmérem, hogy mennyi lóg ki a filamentből.
- Ha a jelölés pontosan 20 mm-re van az extruder testétől, akkor a nyomtató nem igényel kalibrációt (hiszen 120mm-t jelöltem, de azt kértem, hogy 100mm-t extrudáljon).
- Ha a jelölés nem 20 mm-re van az extruder testétől, akkor le kell mérni a különbséget és ki kell vonnunk a 120-ból, így kapjuk meg a mért távolságot.
- A lenti képlet alapján kiszámolom az új Esteps értéket.
- M92 E<új Esteps>
- A “<új Esteps>” helyére helyettesítsük be a képlet alapján kiszámolt új Esteps értékünket. Ha 106.39 jött ki eredményül akkor a parancs a következő lesz: M92 E106.39
- M500
- Véglegesítjük a módosításainkat, azaz a gép ki-bekapcsolás után is megőrzi a beállításainkat.
Jelenlegi és új Esteps meghatározása
A jelenlegi Esteps értéket a terminálon kiadott M503-as paranccsal tudjuk kiíratni.

Ebből ki kell számolnunk az új Esteps értéket, a következő képlet szerint:
A cél távolságunk 100mm, hiszen a G1 E100 F100 kóddal 100mm anyag extrudálását kértük.
A mért távolságunk az a távolság, amennyit valójában extrudált a gép.
A jelenlegi Esteps értéket az M503-as parancsunkra kapott válasz tartalmazza.
Például ilyen esetekben jön jól az extruder kalibráció:
Alul-extrudálás
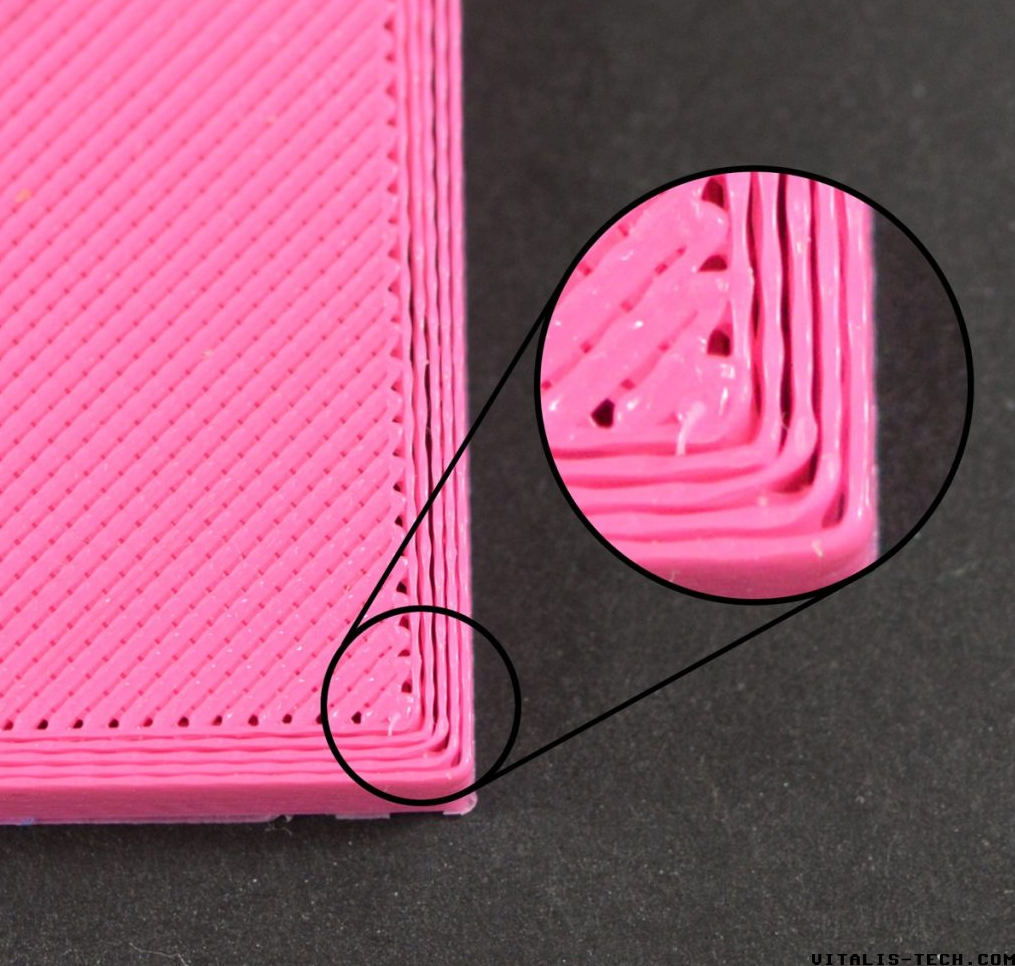
A nyomtató akkor extrudál alul, ha a kelleténél kevesebb anyagot nyom ki. Ha 100mm nyomtatását kértük, de csak 93 mm távolságot mozgott a filament, akkor alul-extrudált. Ebben az esetben a 100-at osztjuk 93-mal és szorozzuk a jelenlegi Esetps értékkel.
Felül-extrudálás
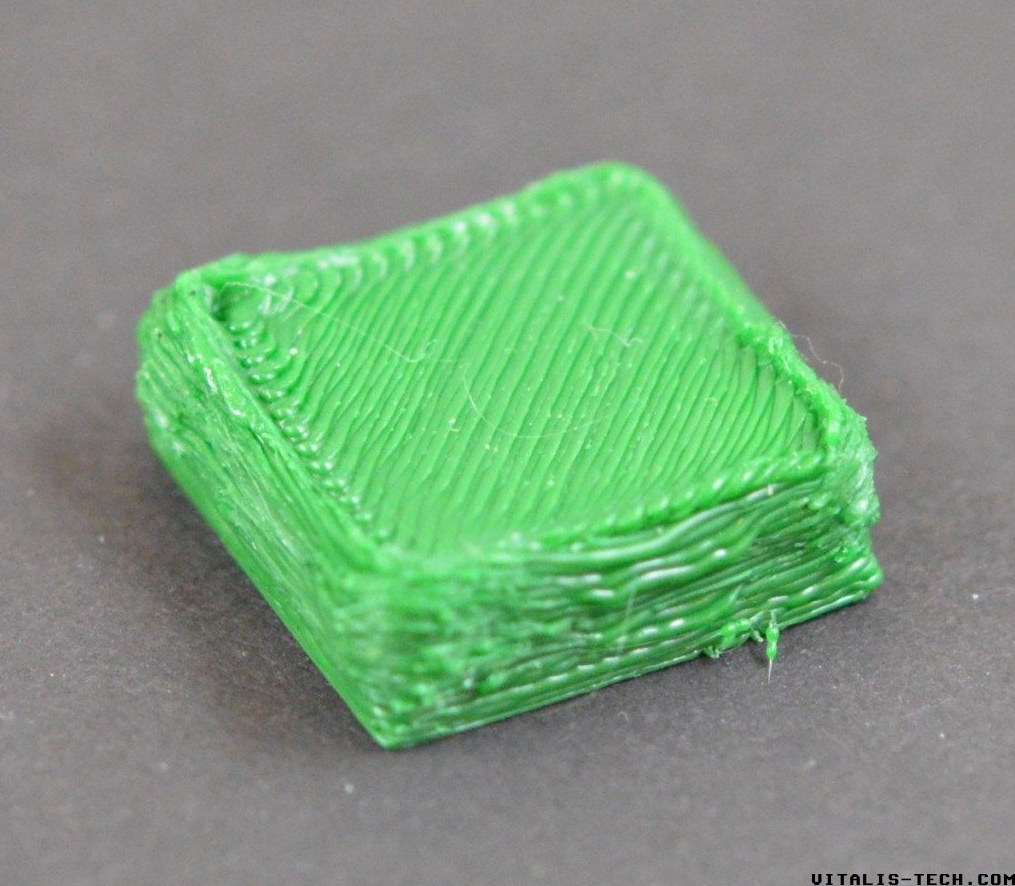
A nyomtató akkor extrudál felül, ha a kelleténél több anyagot nyom ki. Épp ezért szoktam nagyobb távolságot kimérni, mint amekkora táv nyomtatását kérem a nyomtatótól. Hiszen ha pontosan akkora távolságot jelölünk meg tollal, mint amennyit nyomtatni akarunk, akkor a nyomtatás után a jelölő eltűnik az extruderben és nem lehet megmérni az extruder által nyomtatott távolságot.
{kind=link}