A 3D nyomtatás során több okból kifolyólag is cserélhetünk nozzle-t: drasztikusan akarunk változtatni az átmérőn, új, különleges anyaggal szeretnénk dolgozni vagy egyszerűen elhasználódott a nozzle vagy úgy eldugult, hogy már nem tudjuk kitisztítani tűvel. Én már több, mint egy éve használtam probléma nélkül a nyomtatót, de egyre többet kellett kalibrálni és többféle anyaggal is dolgoztam ezért úgy gondoltam itt az ideje egy nozzle cserének. A cseréhez több szerszámra is szükségünk lesz.

Az Ender 3-hoz kapott szerszámok közül:
- 6-os villáskulcs
- 10-es villáskulcs
- 2-es imbuszkulcs
Egyéb szerszámok:
- Kombináltfogó
- Csipesz
- 6-os racsni (a 6-os villáskulcs helyett, ezzel sokkal könnyebb dolgozni)
- Drótvágó
- PTFE csővágó
- Hőálló kesztyű (Opcionális)
Új alkatrészek:
- Új nozzle (gyári méret: 0.4 mm)
- Új pneumatikus csatlakozó (PTFE cső rögzítéséhez)
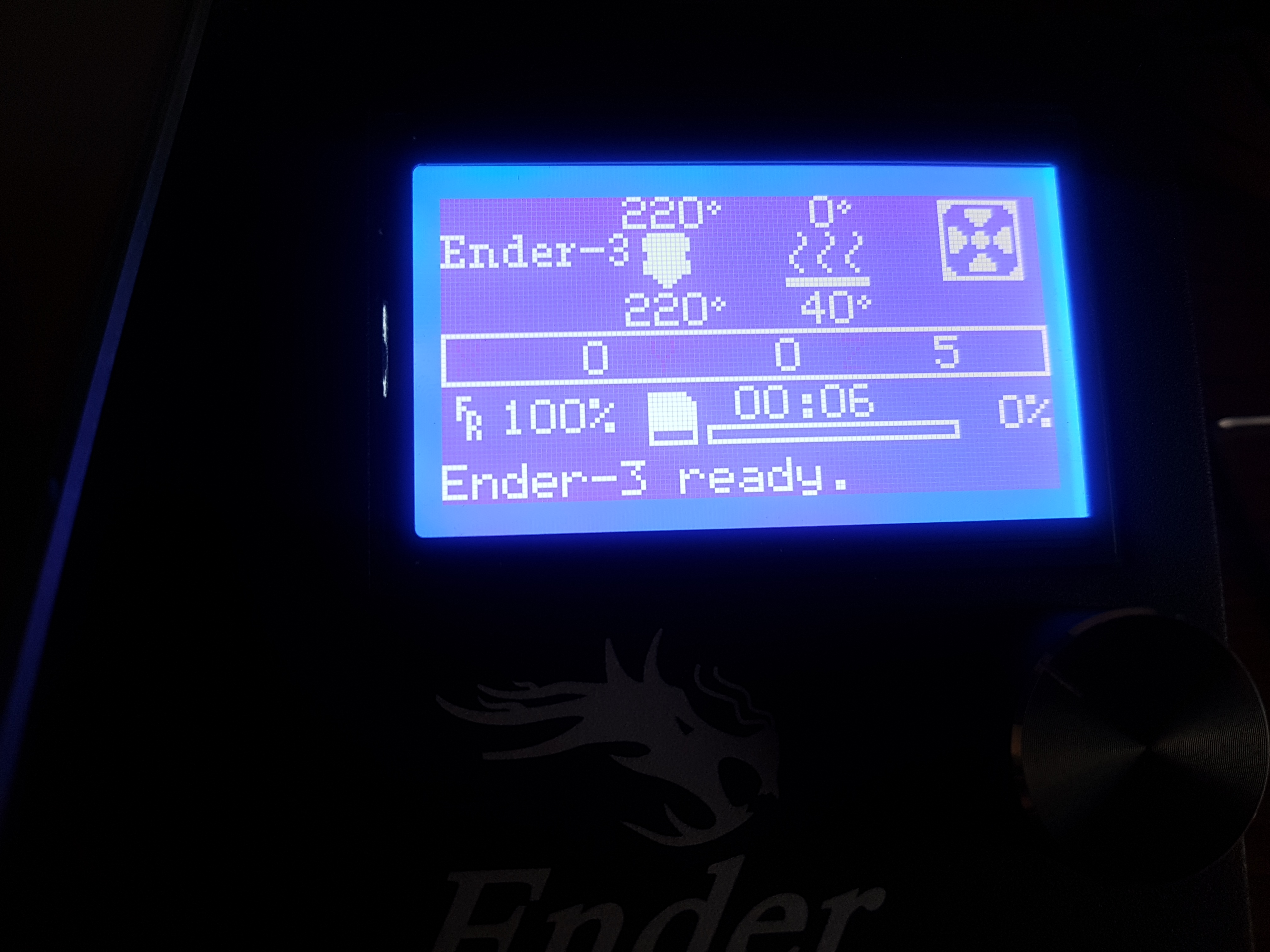
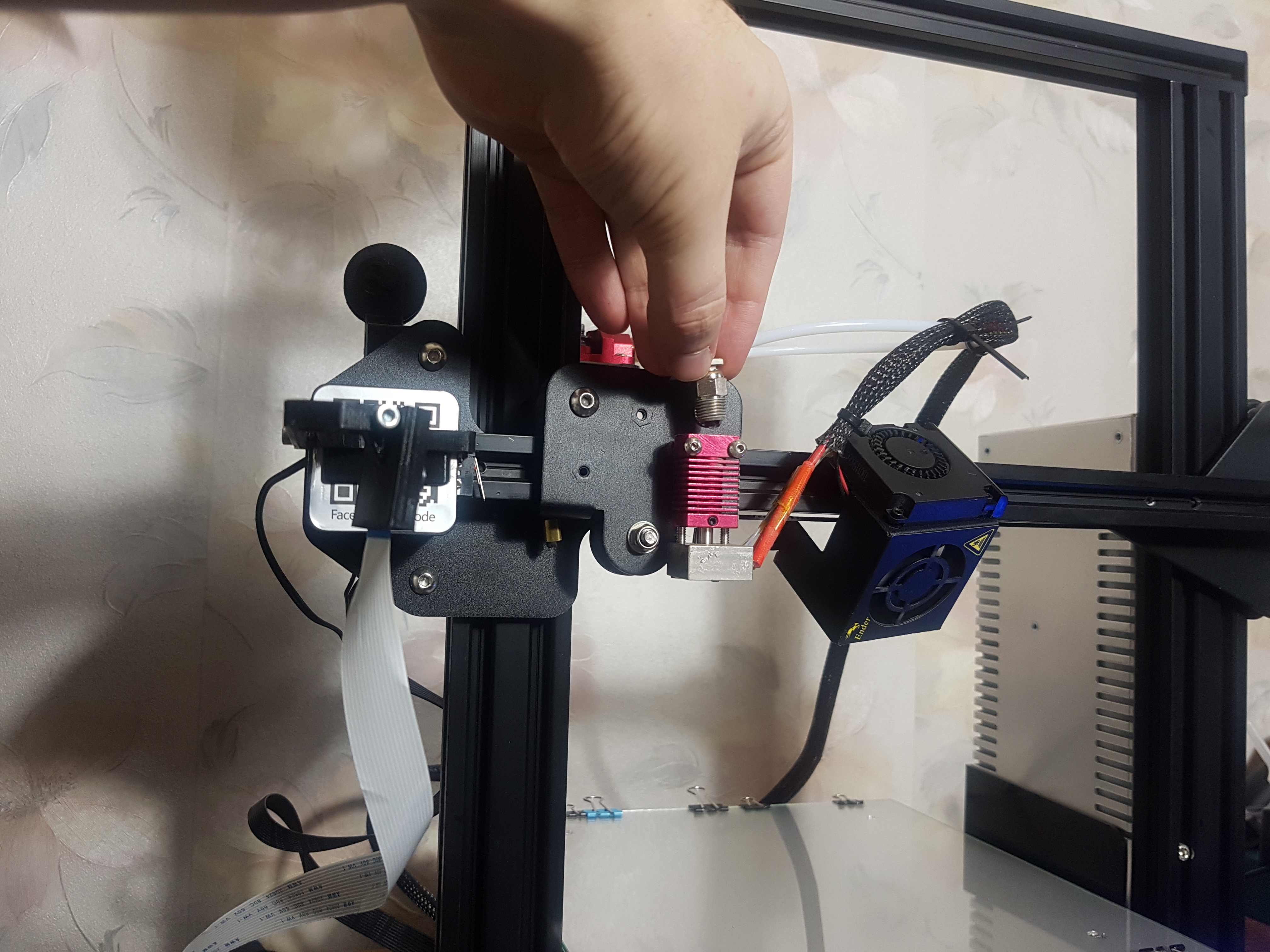
Először is hevítsük a nozzle-t olyan hőmérsékletre, amelyen az előzőleg használt anyag biztosan olvad. PLA esetén én 200 fok fölé állítottam. A teljes folyamat során ezen a hőmérsékleten kell tartani a nozzle-t, ezért a legfontosabb az, hogy maradjunk nyugodtak, kezünk legyen biztos. Ha első alkalommal vágsz neki, használj hőálló kesztyűt, hogy elkerüld az égési sérüléseket mert a 200 fokra hevített alkatrészekhez nagyon könnyen hozzáérhetünk a csere során.
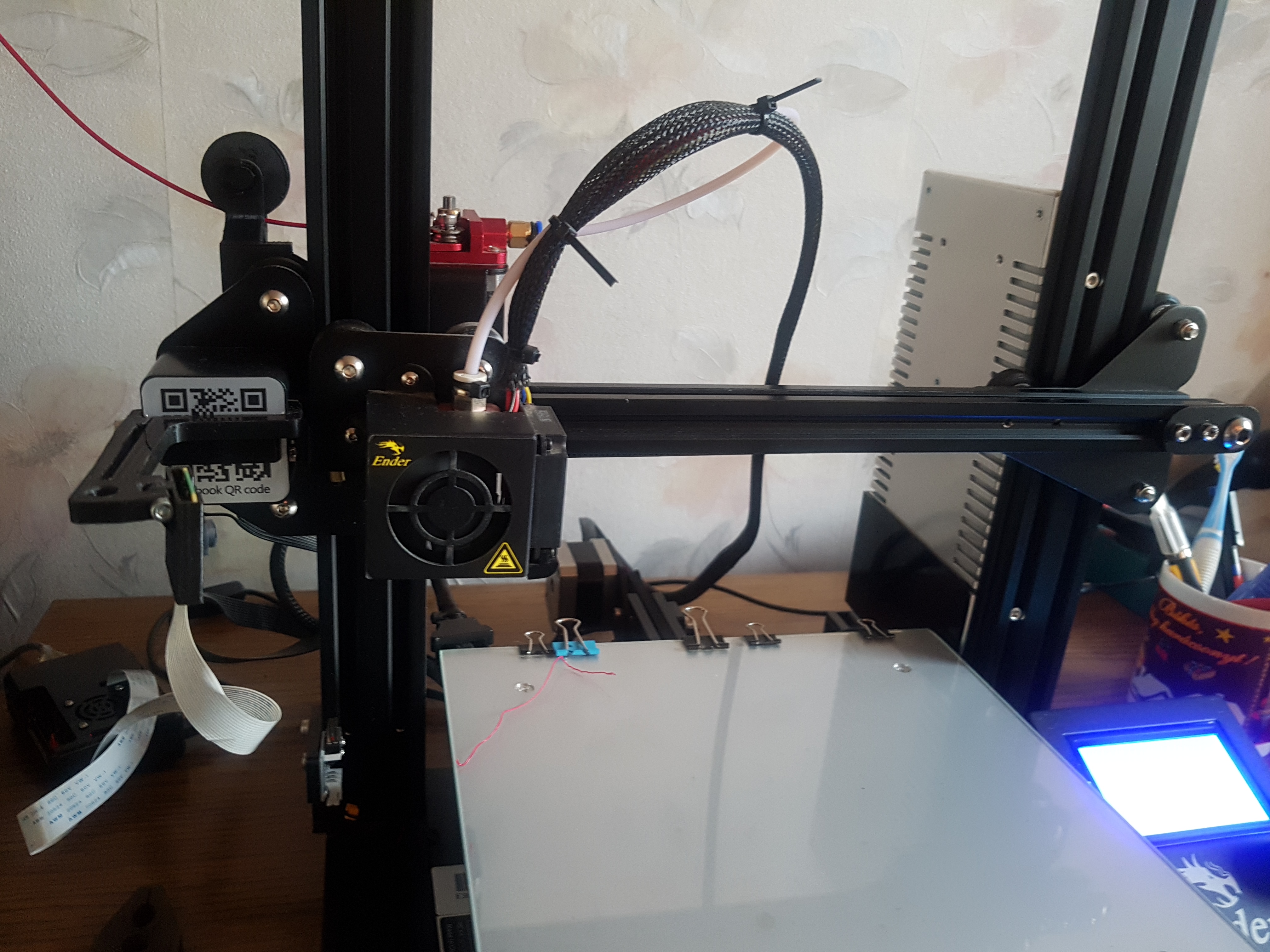
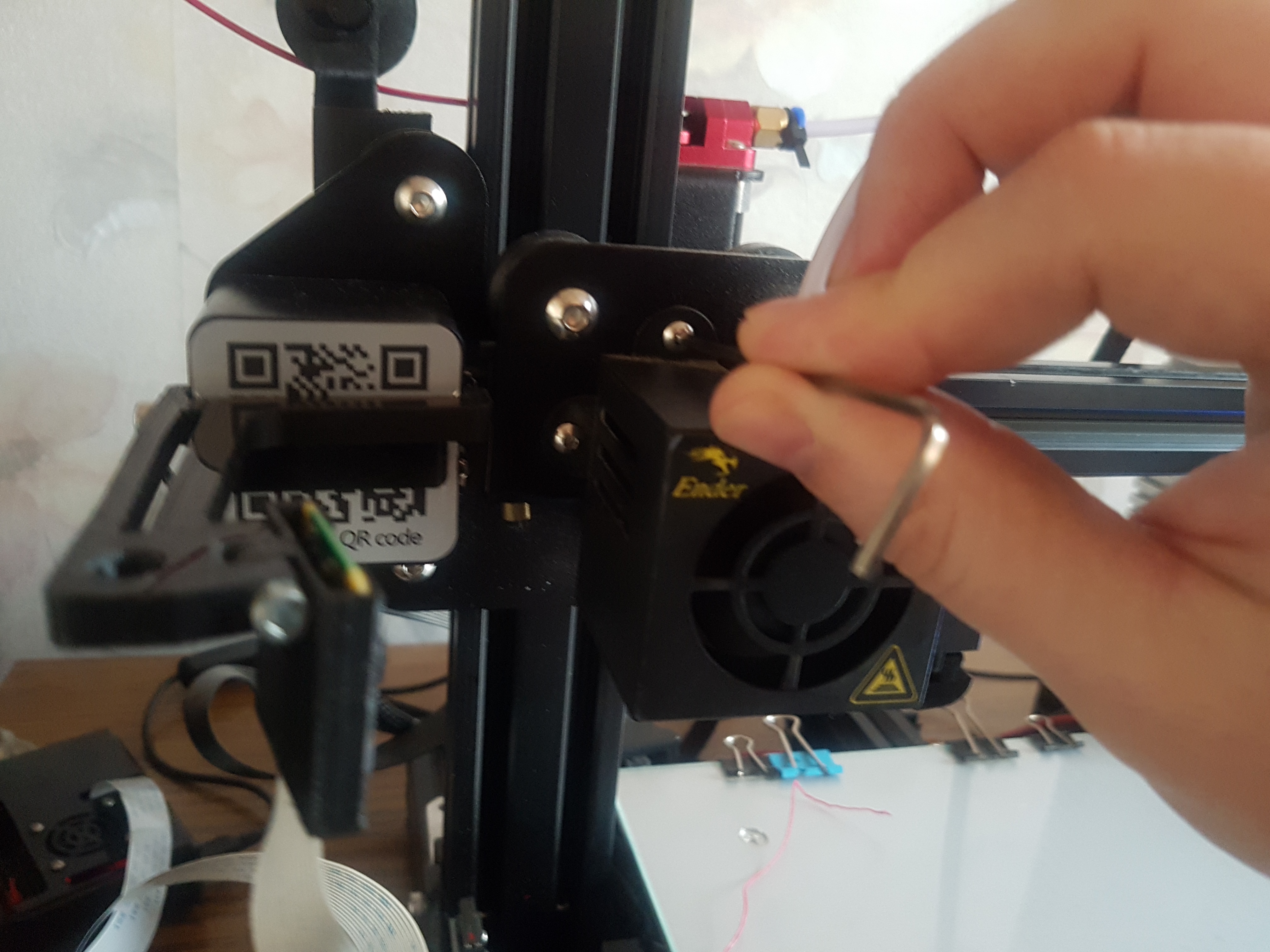
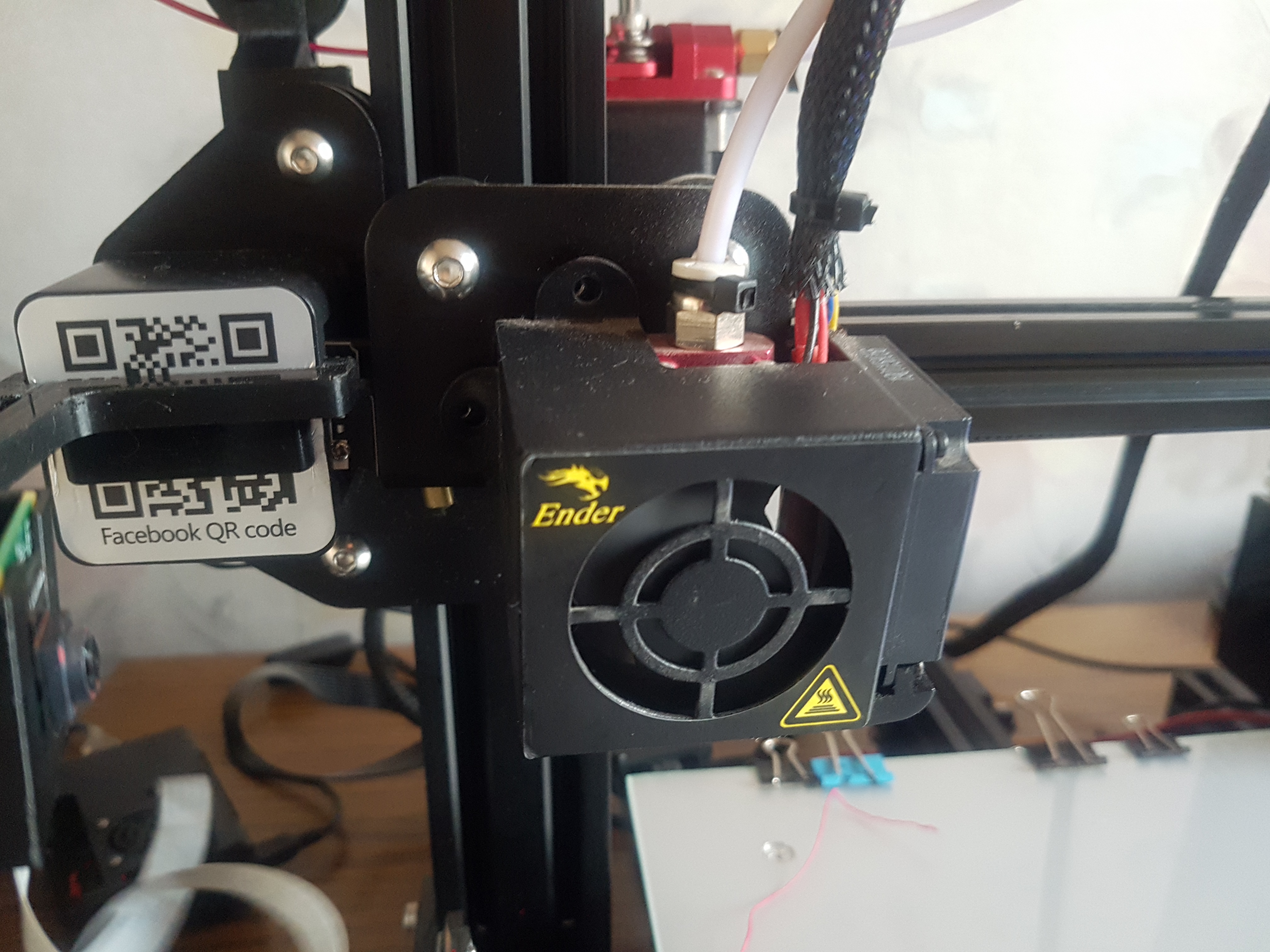
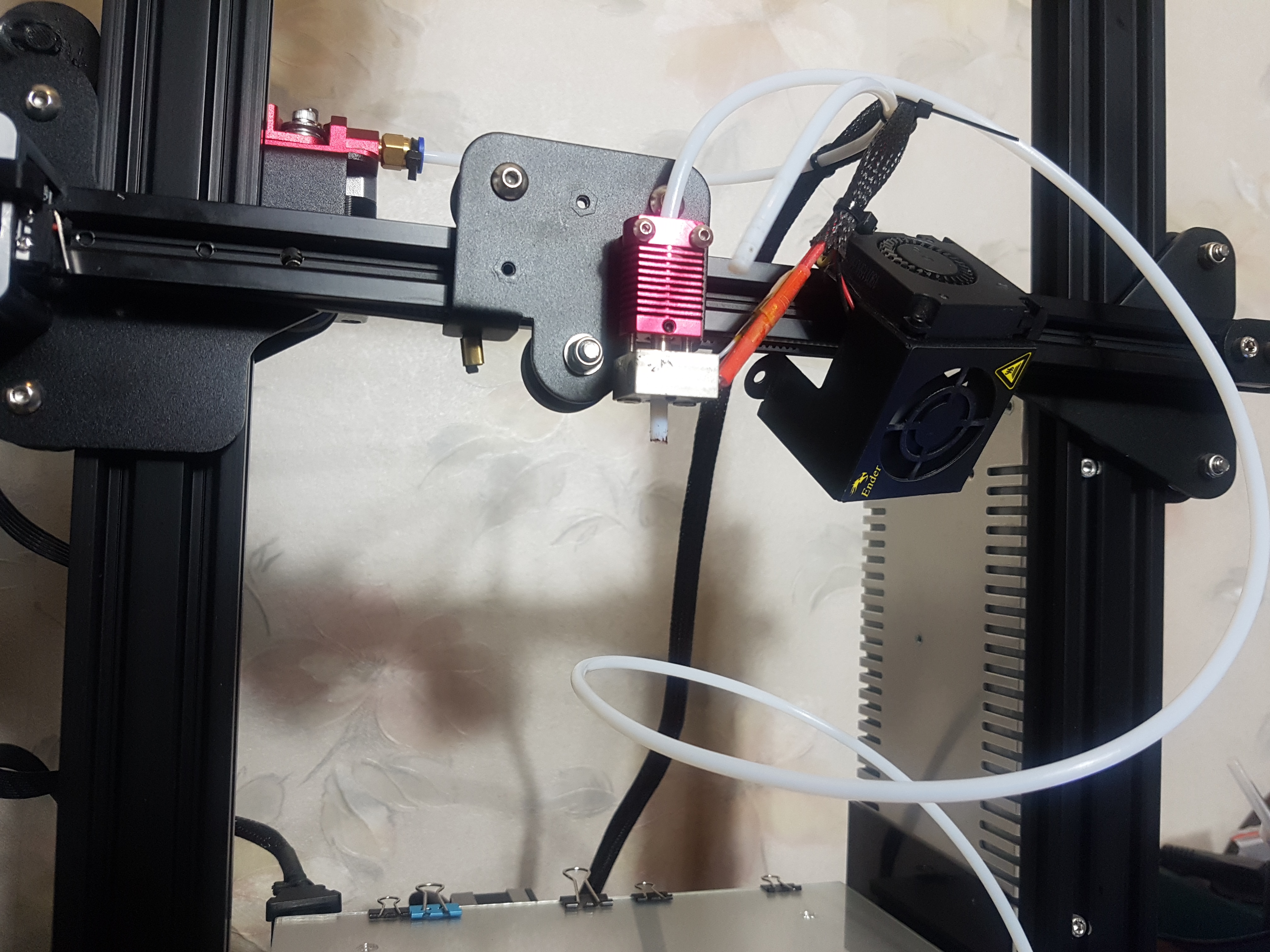
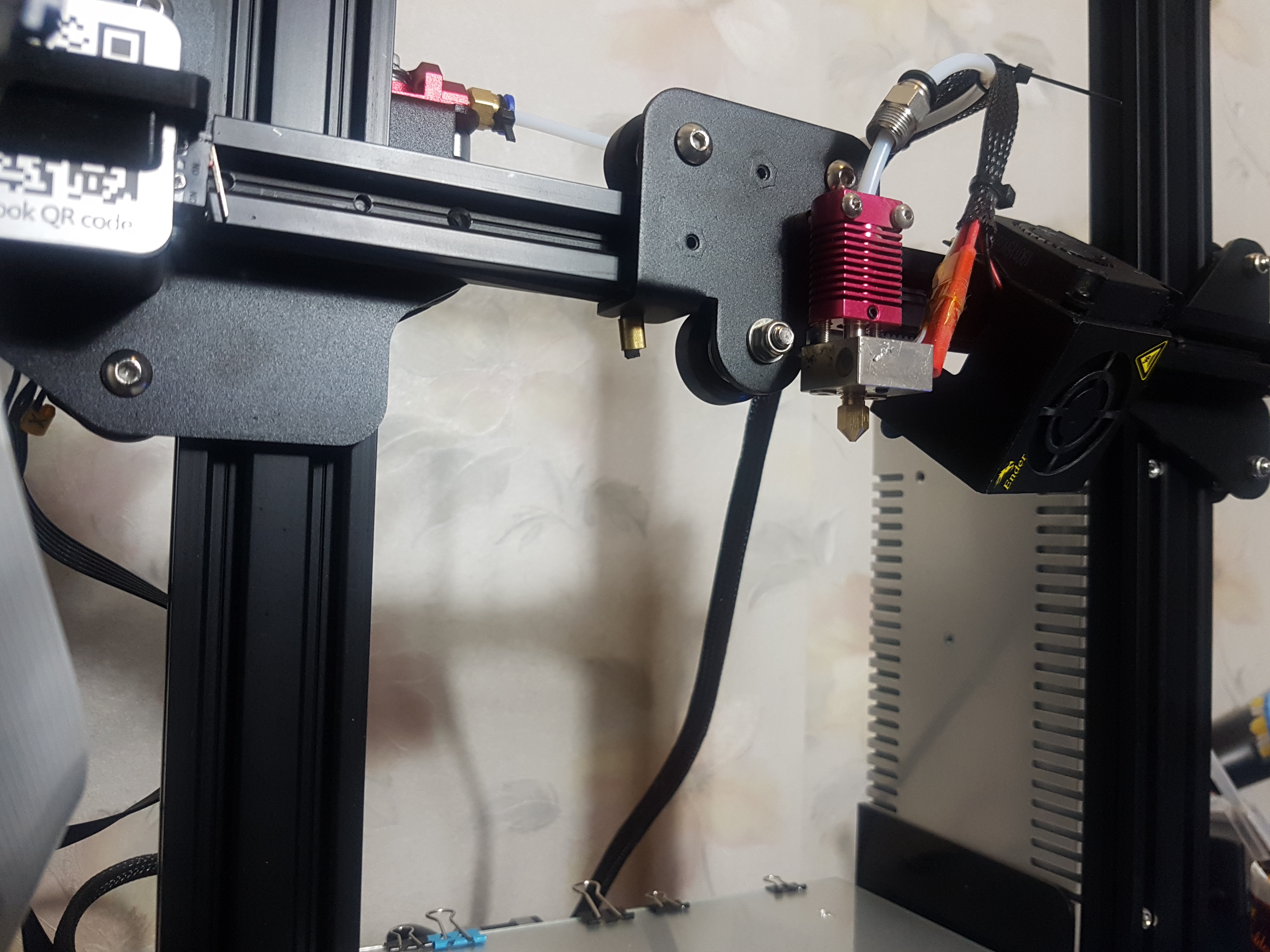
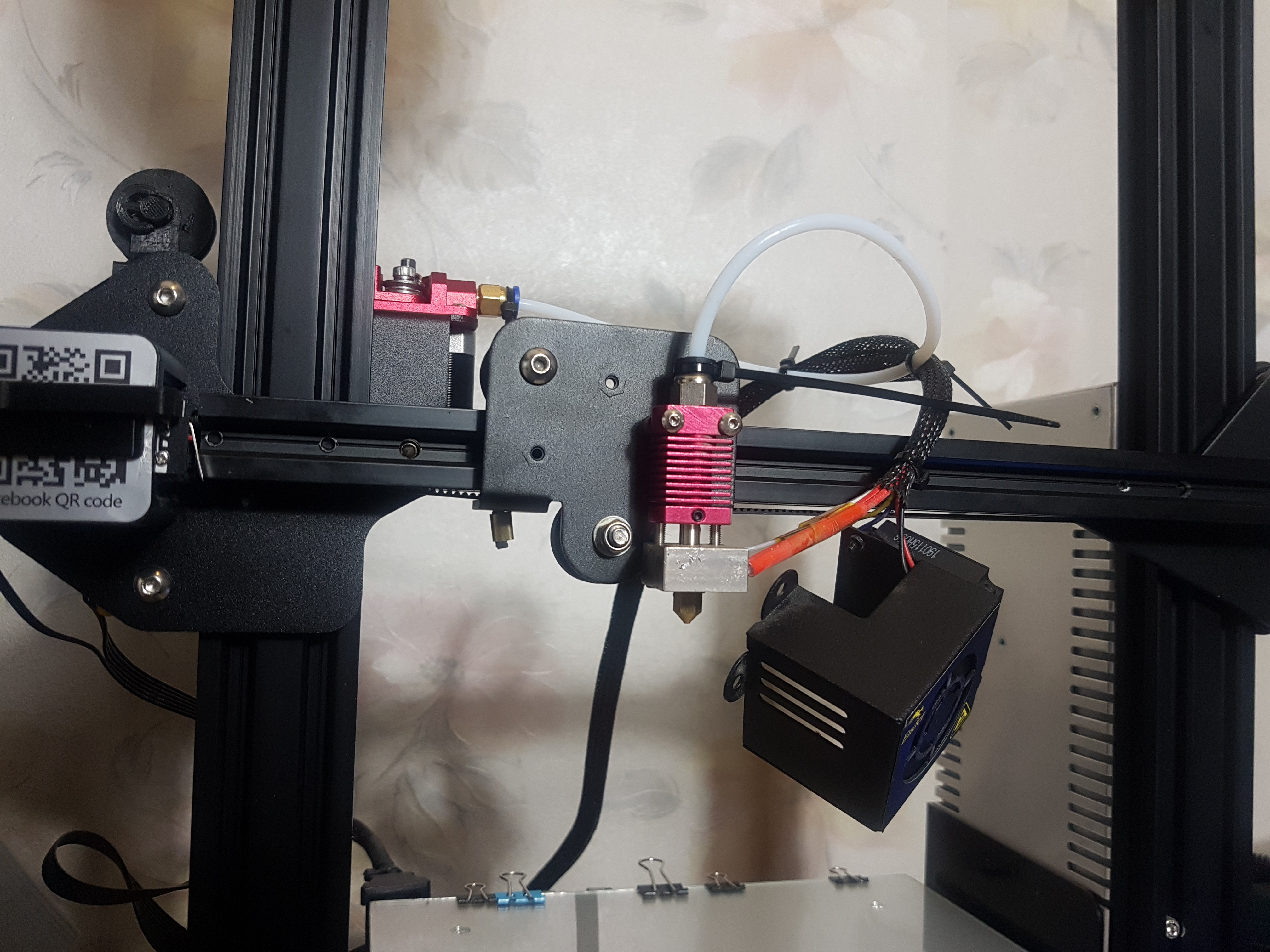
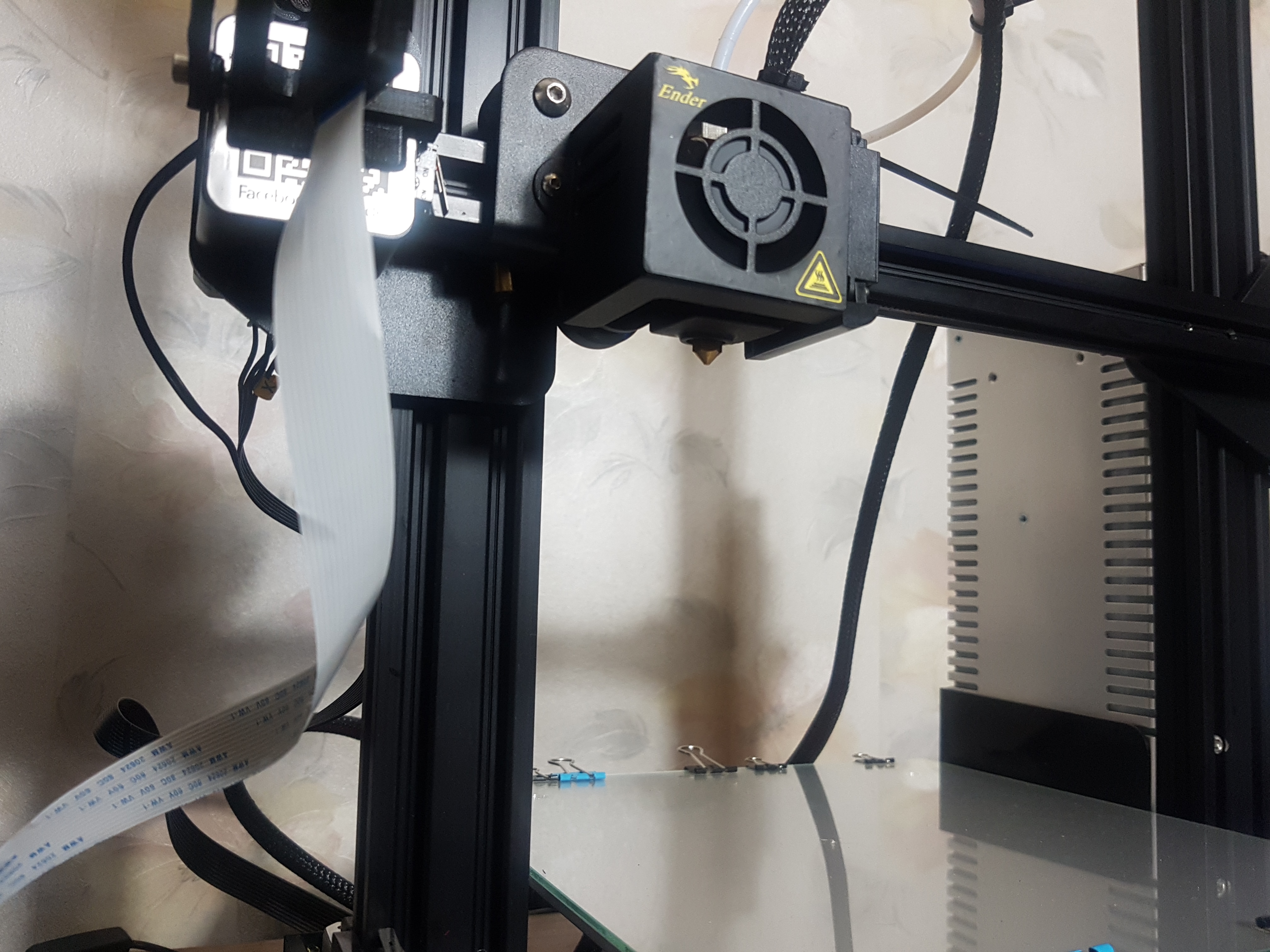
A melegítés közben bizonyosodjunk meg arról, hogy a stepper motorokat kikapcsoltuk, azok tudjanak szabadon mozogni. Én a Z tengelyt egészen fel szoktam húzni, így sokkal kényelmesebb szerelni. A 2-es imbuszkulccsal csavarjuk ki a hot end hűtőjét. A hűtőt könnyen félre tehetjük az X tengelyre, így az már nem lesz útban.
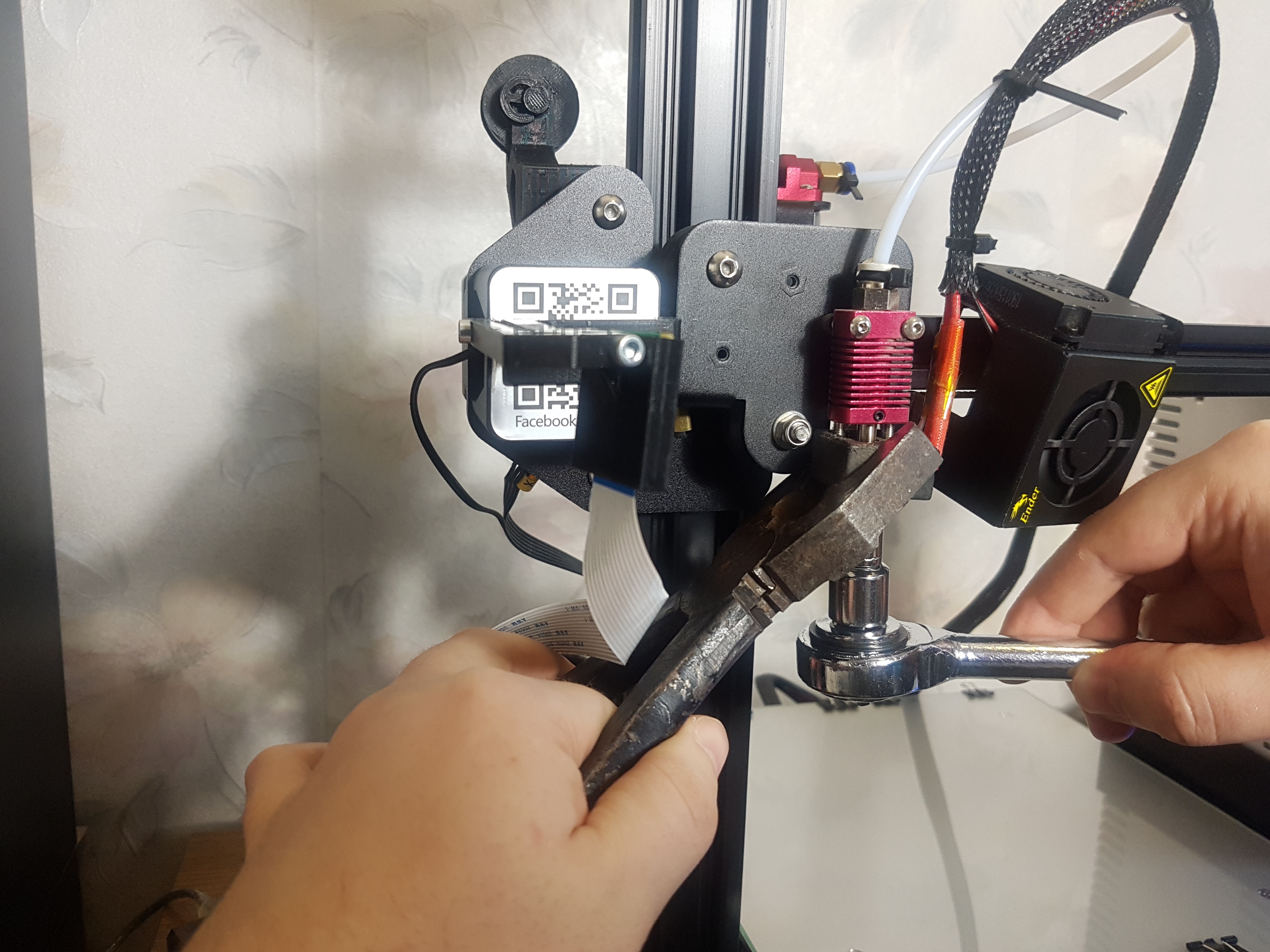
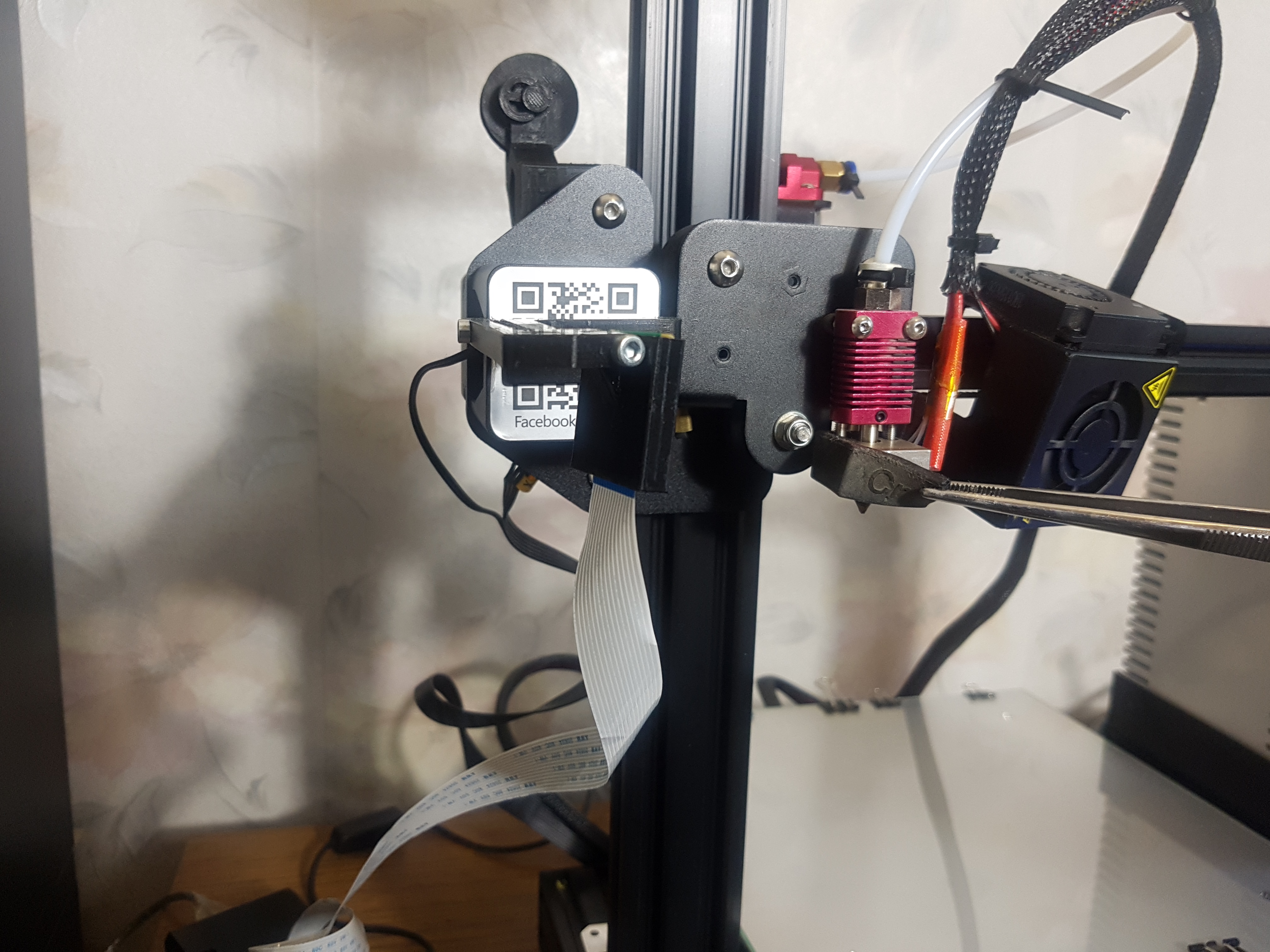
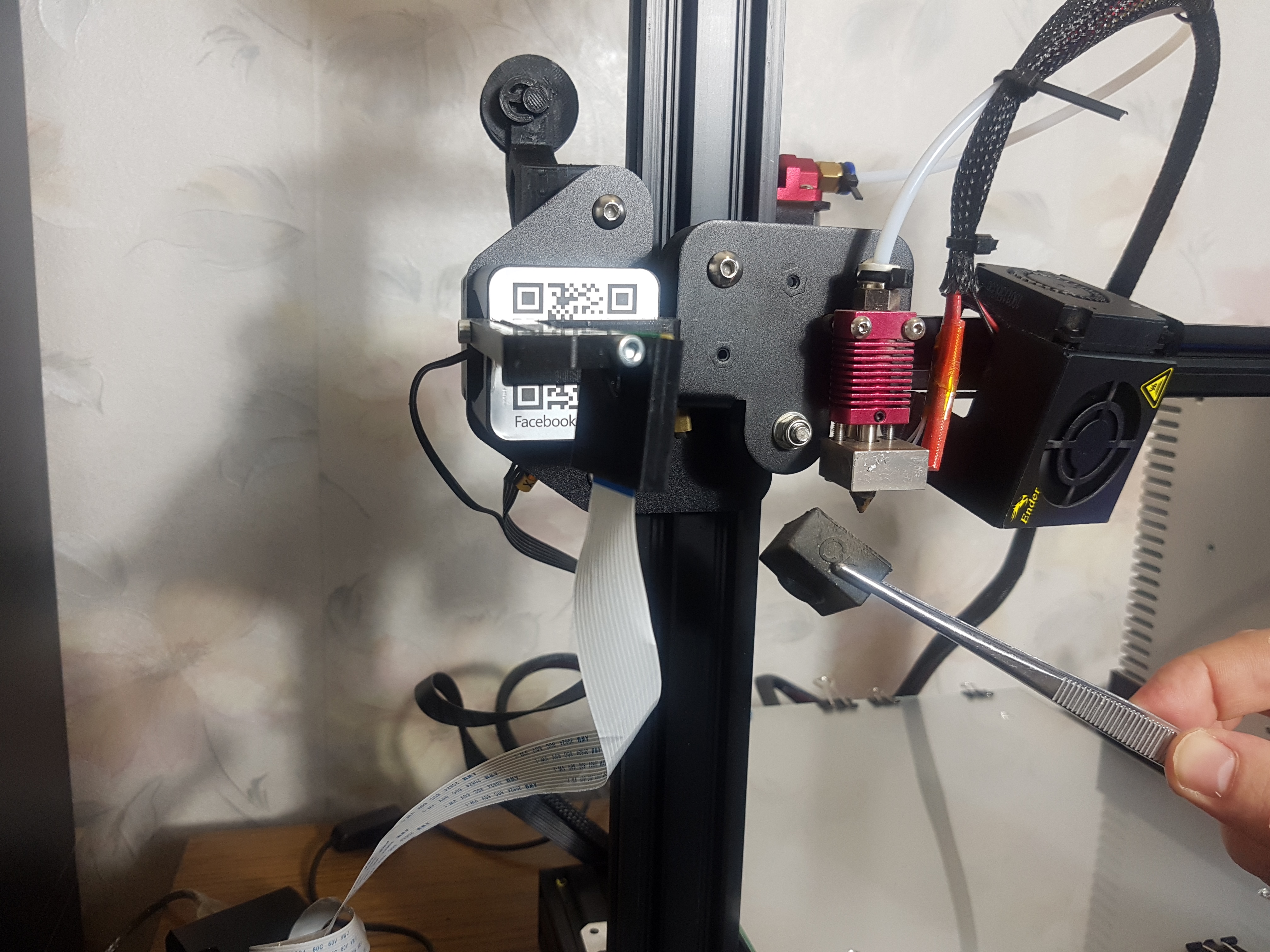

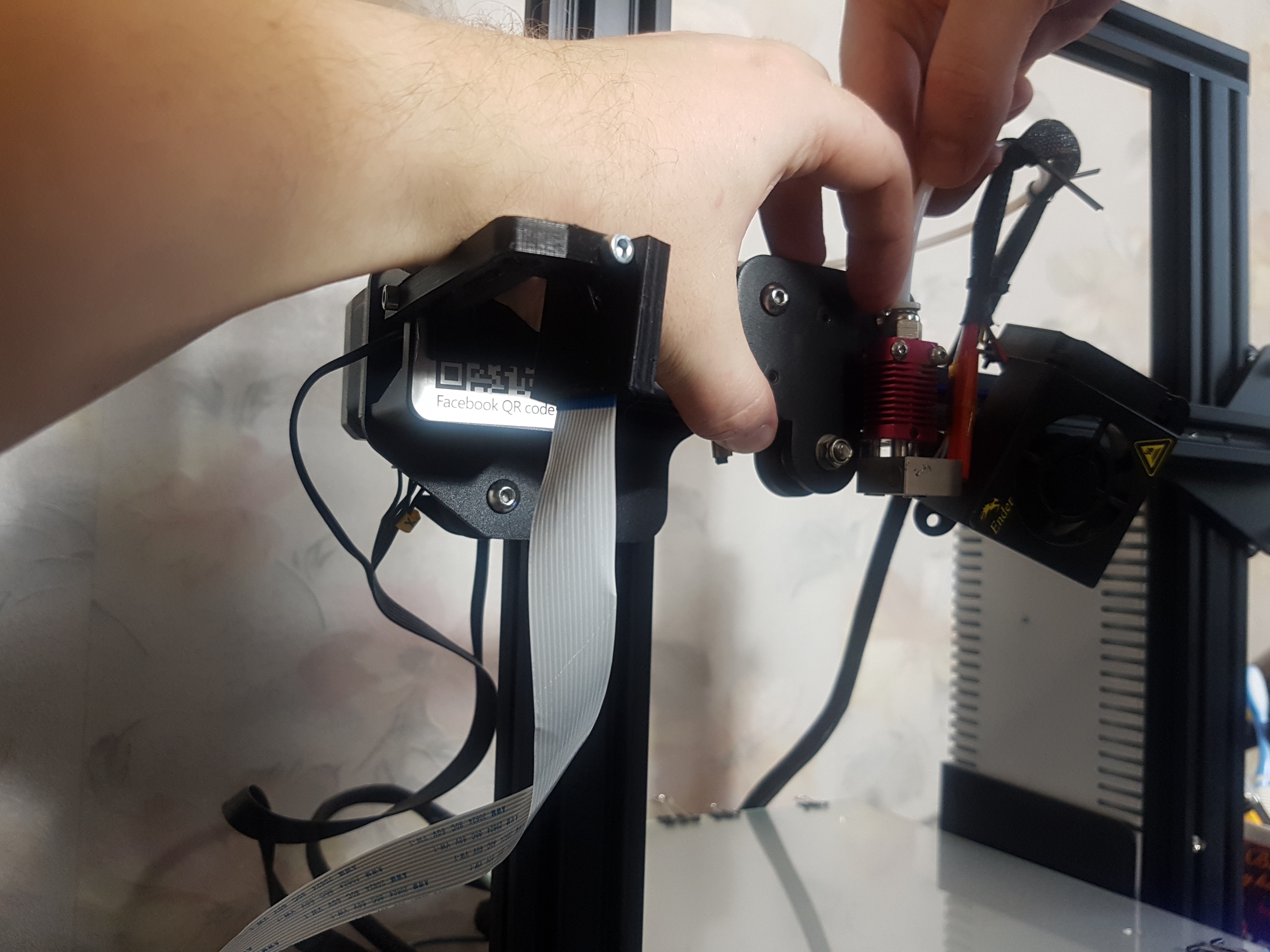
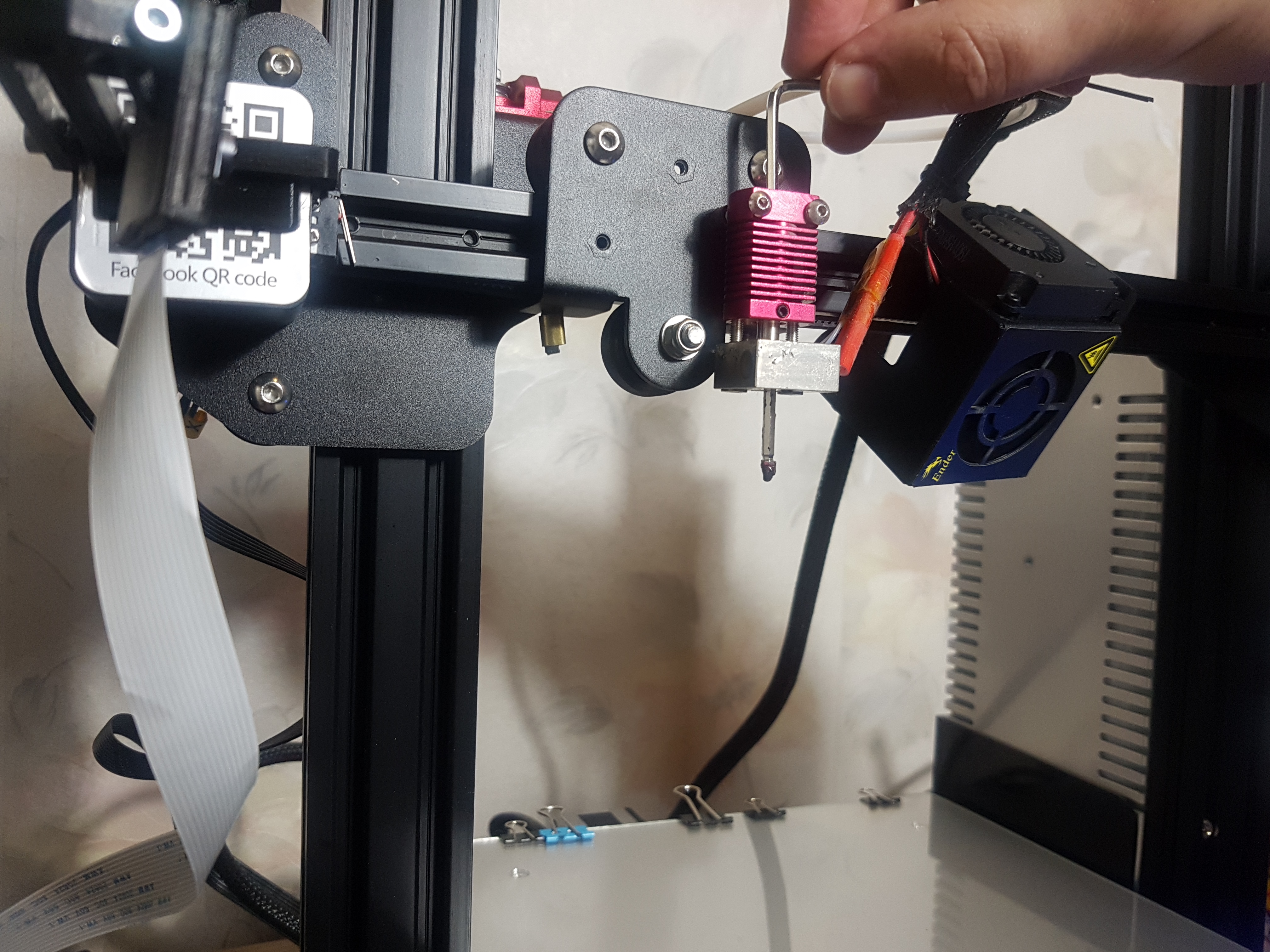
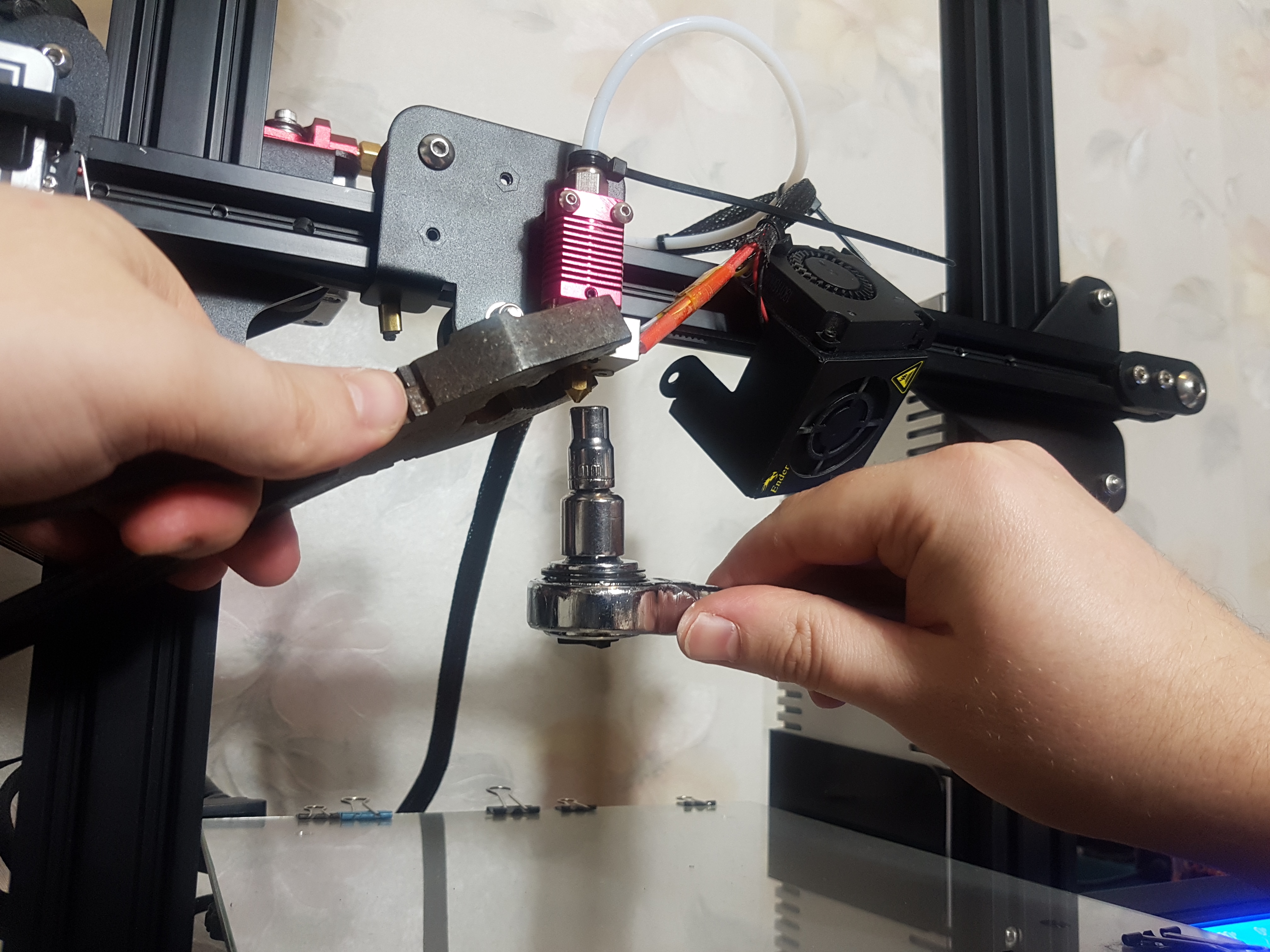
A következő művelet kicsit kockázatos, ugyanis a hot endet tönkre tehetjük ha nem szakszerűen távolítjuk el a nozzle-t: a hot endet egy kombilánt fogóval erősen meg kell támasztani, mielőtt megkezdenénk a nozzle kicsavarását. Ha nem támasztjuk meg fogóval, akkor egész biztosan vetemedni, rosszabb esetben törni fog a hot end. Ha rossz helyen fogunk rá, akkor pedig a thermistor-t tehetjük tönkre…
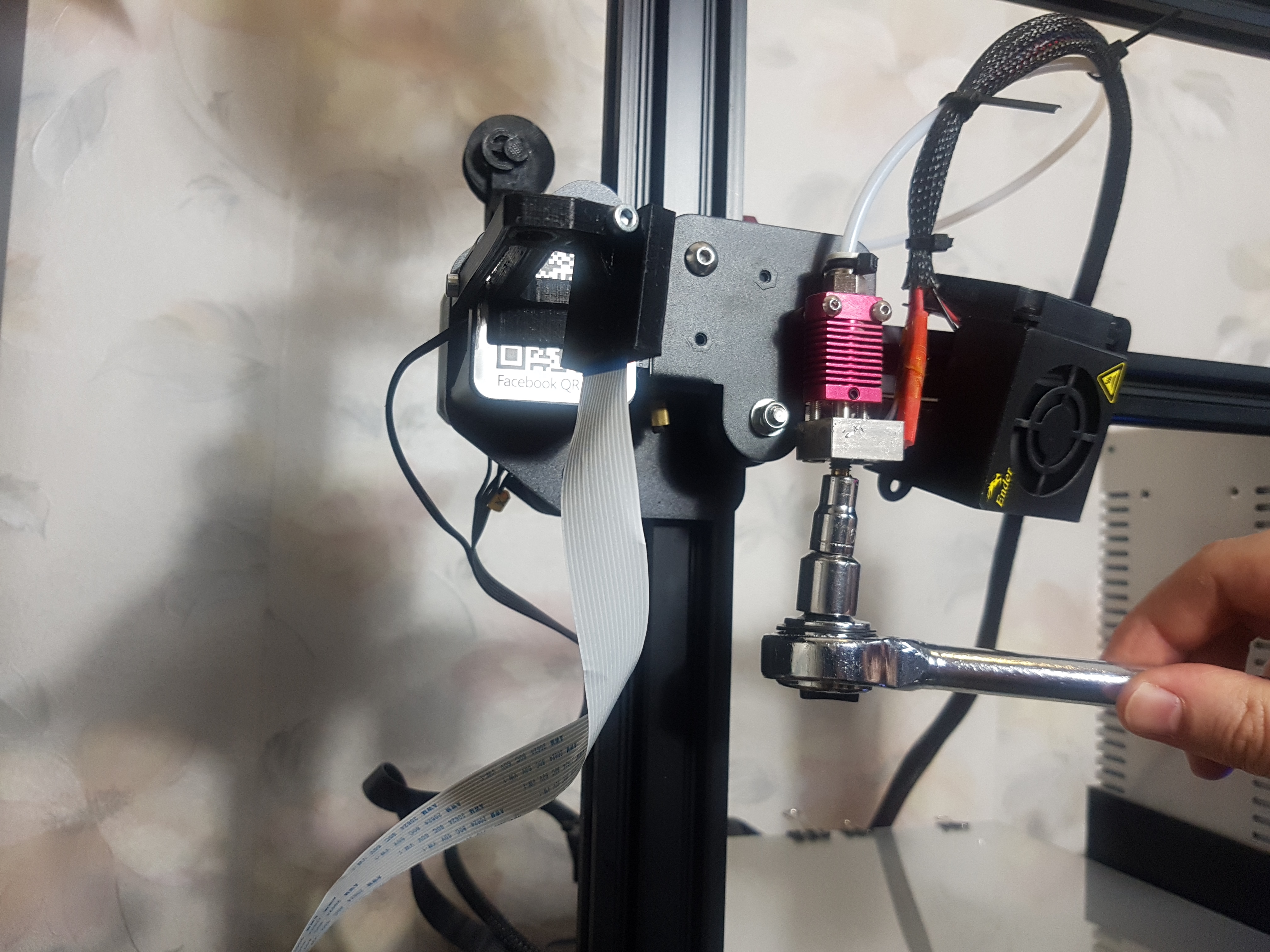
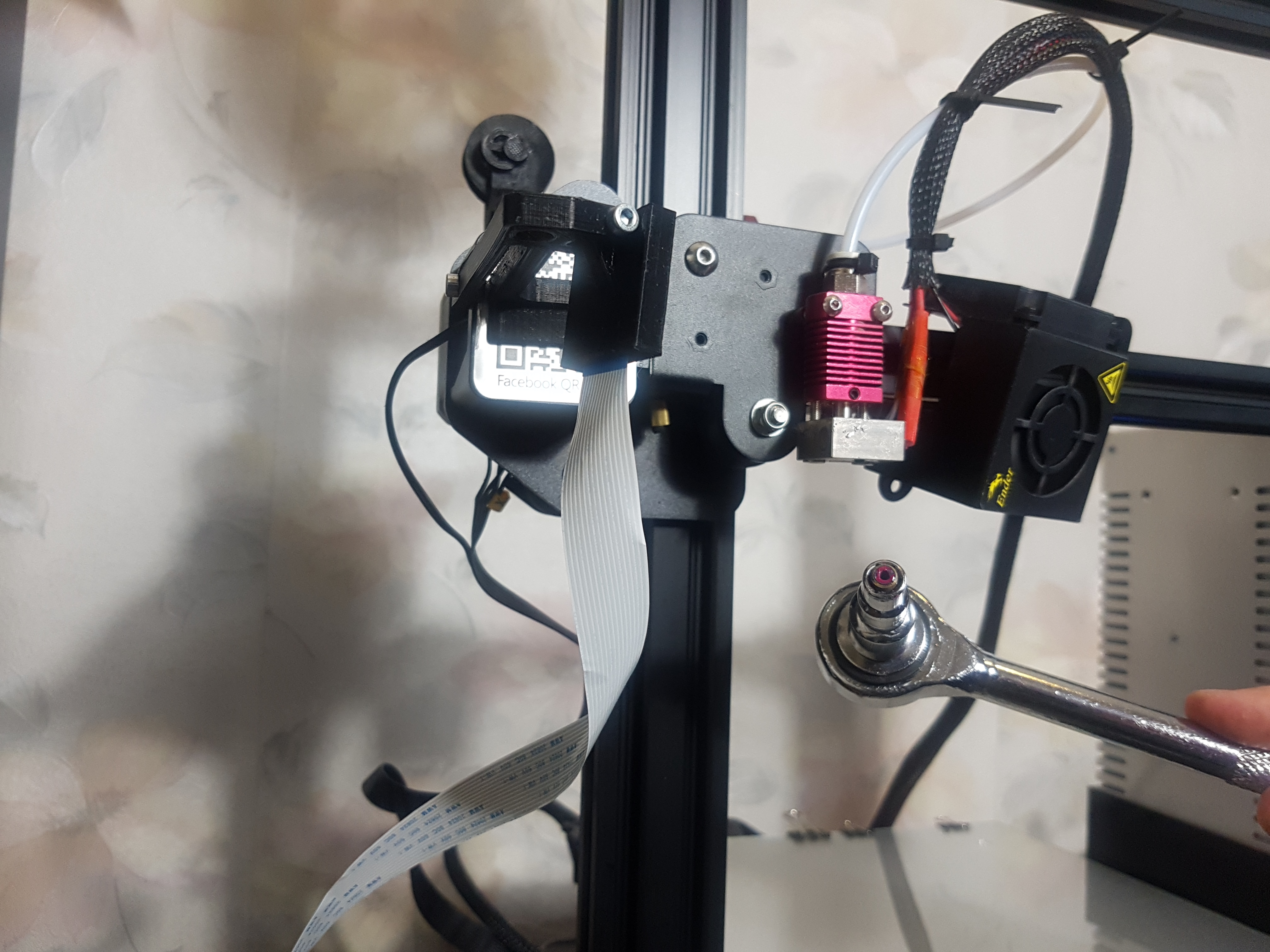
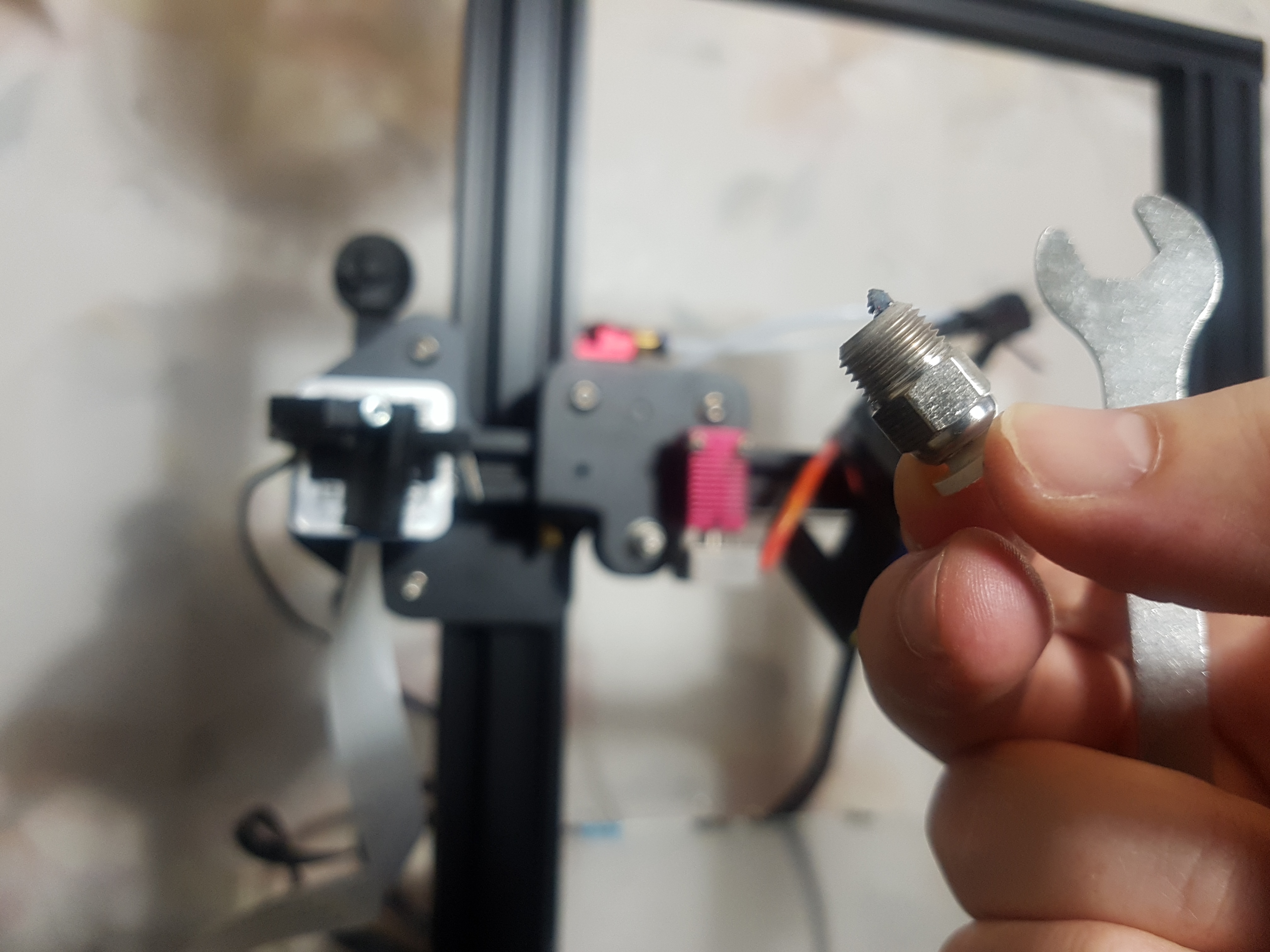
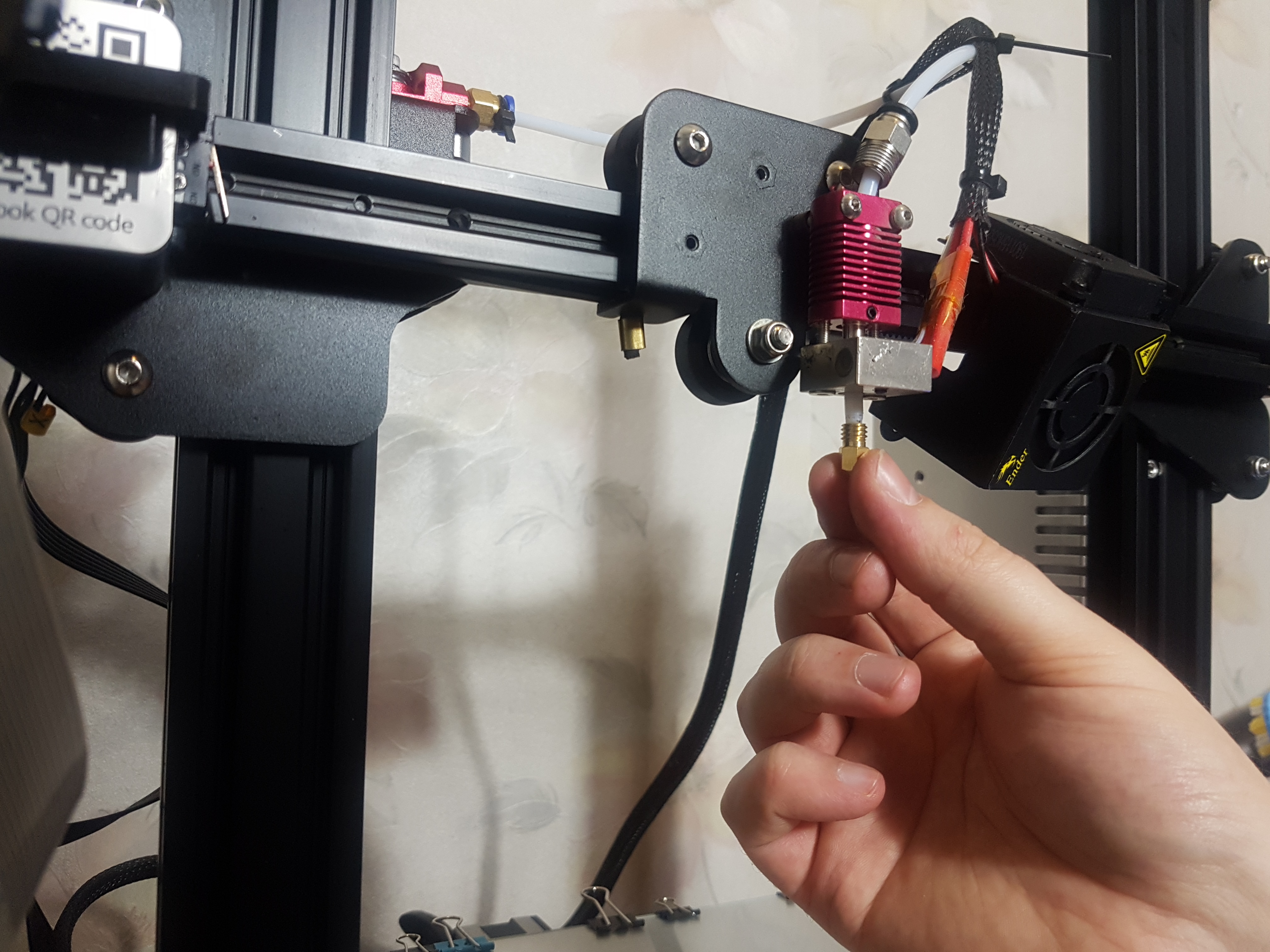
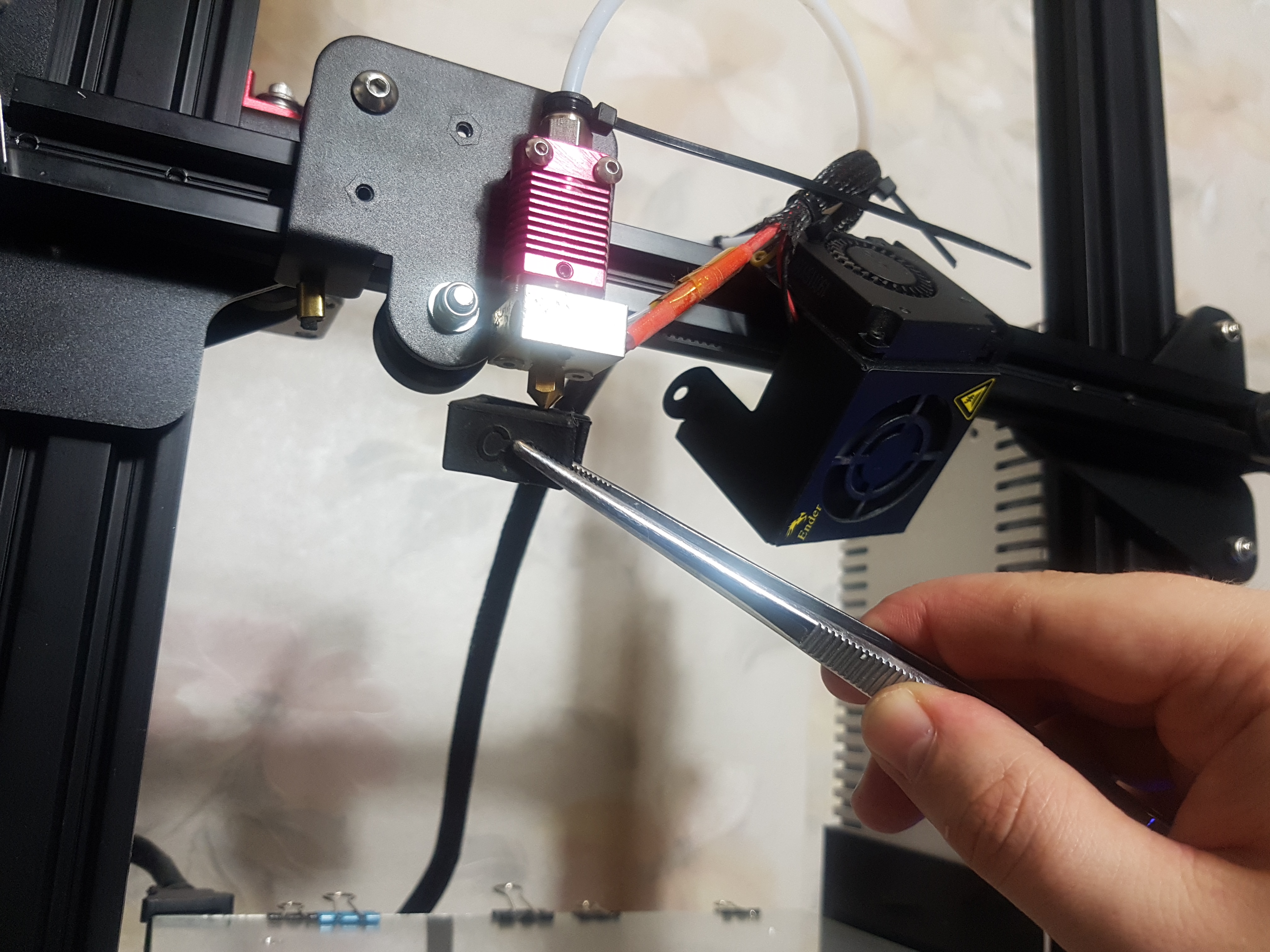
Ha megvan a stabil fogás, akkor 6-os villáskulccsal kezdjük el kicsavarni a nozzle-t. Ha villáskulccsal dolgozunk, tegyünk a nozzle alá egy bögrét, máskülönben ahogy kicsavarjuk a 200 fokra melegített nozzle az ölünkben fog landolni ami semmiképp nem kellemes érzés. Én villáskulcs helyett ezért is használok inkább racsnis kulcsot, ebben szépen benne marad a nozzle a kicsavarás után is és könnyen ki lehet belőle venni még forró állapotában is.
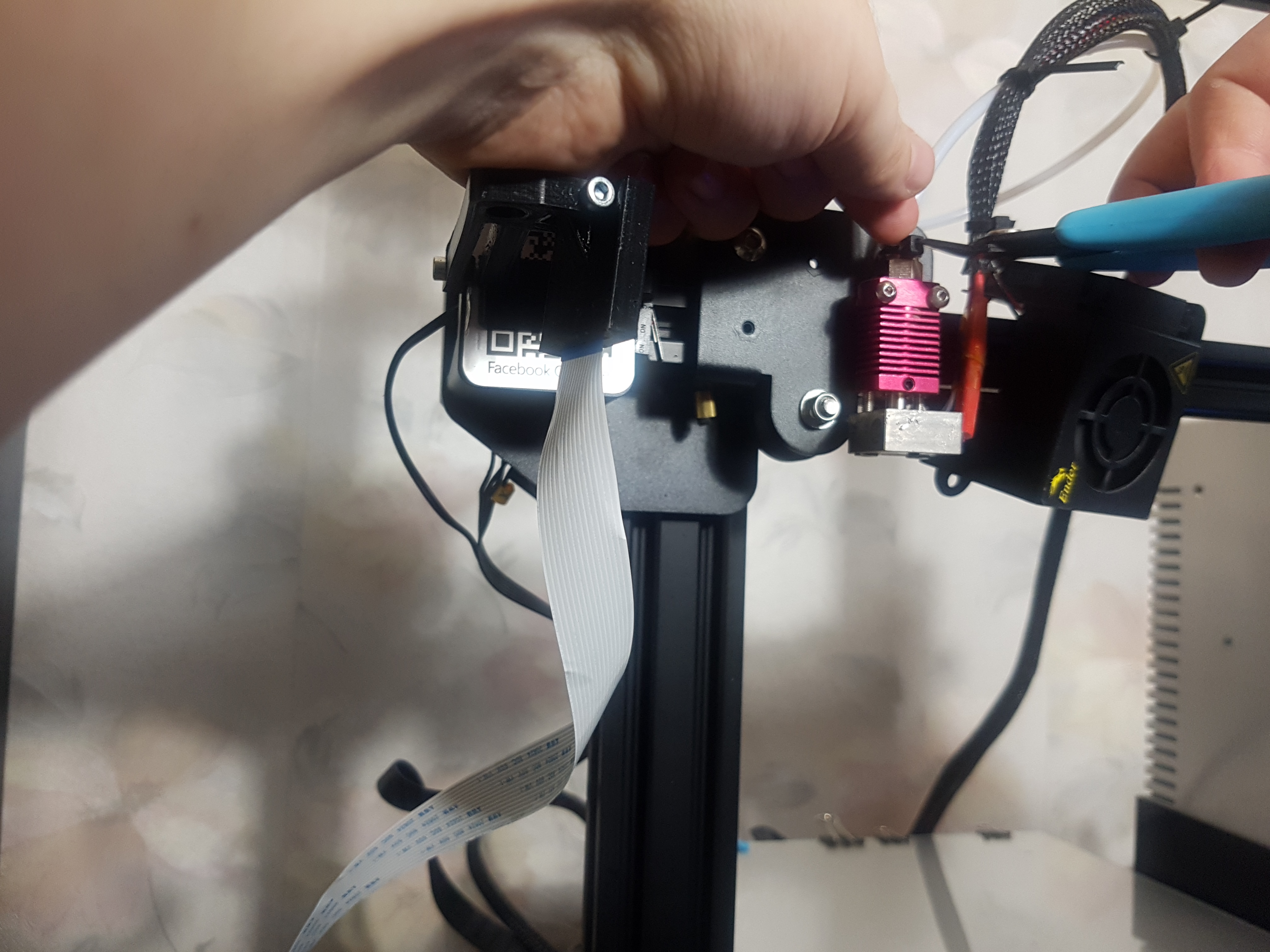
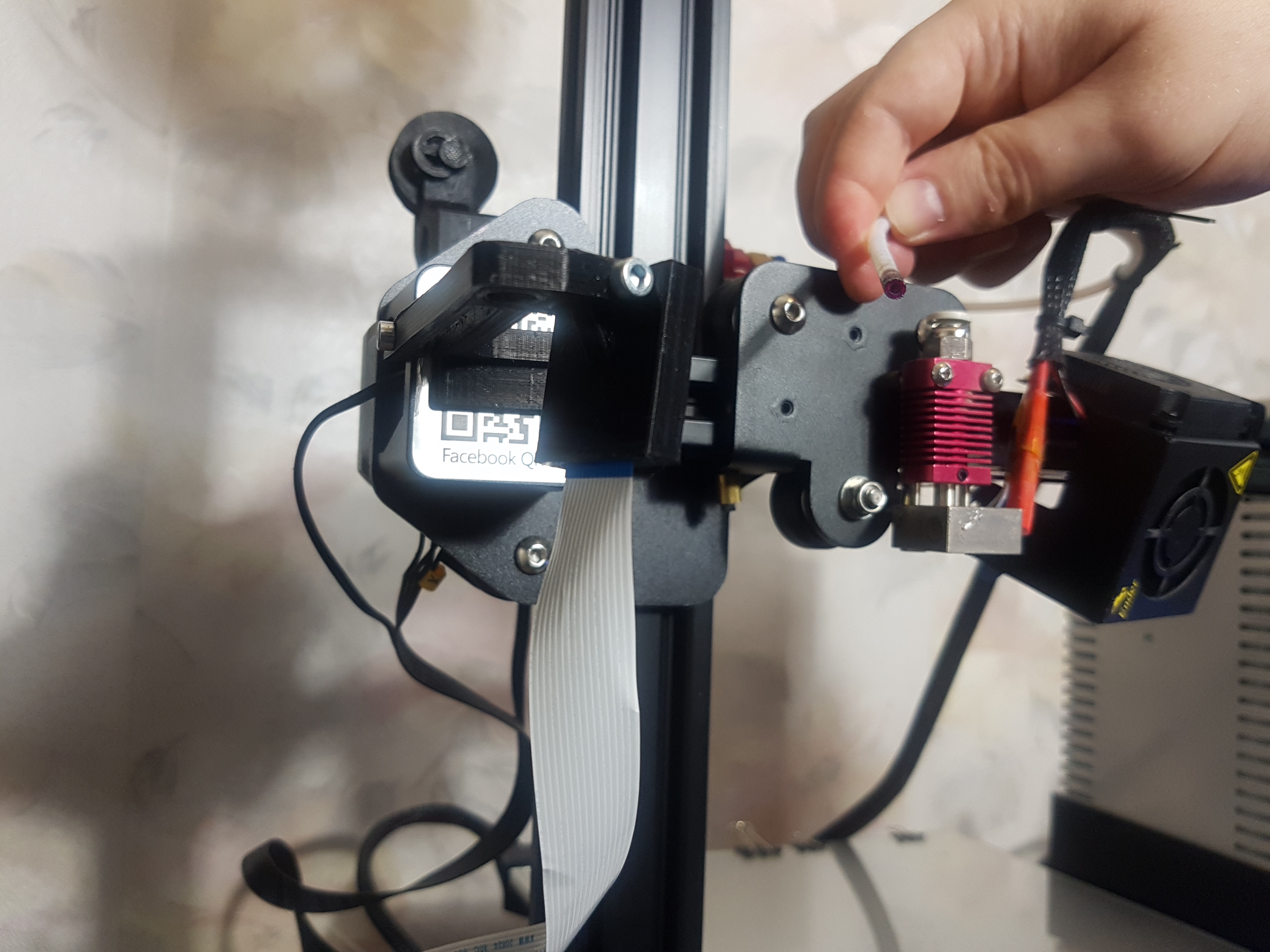
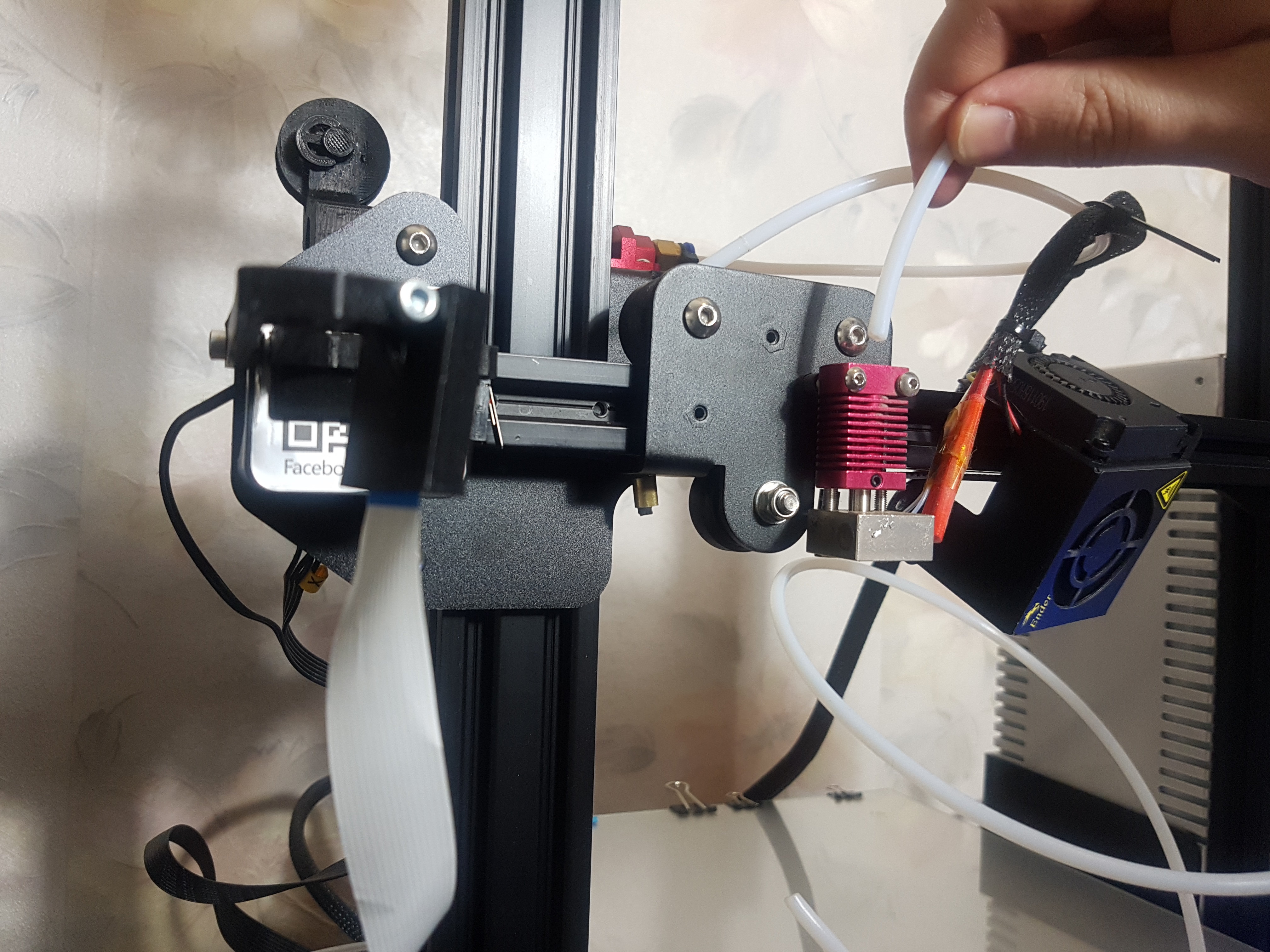
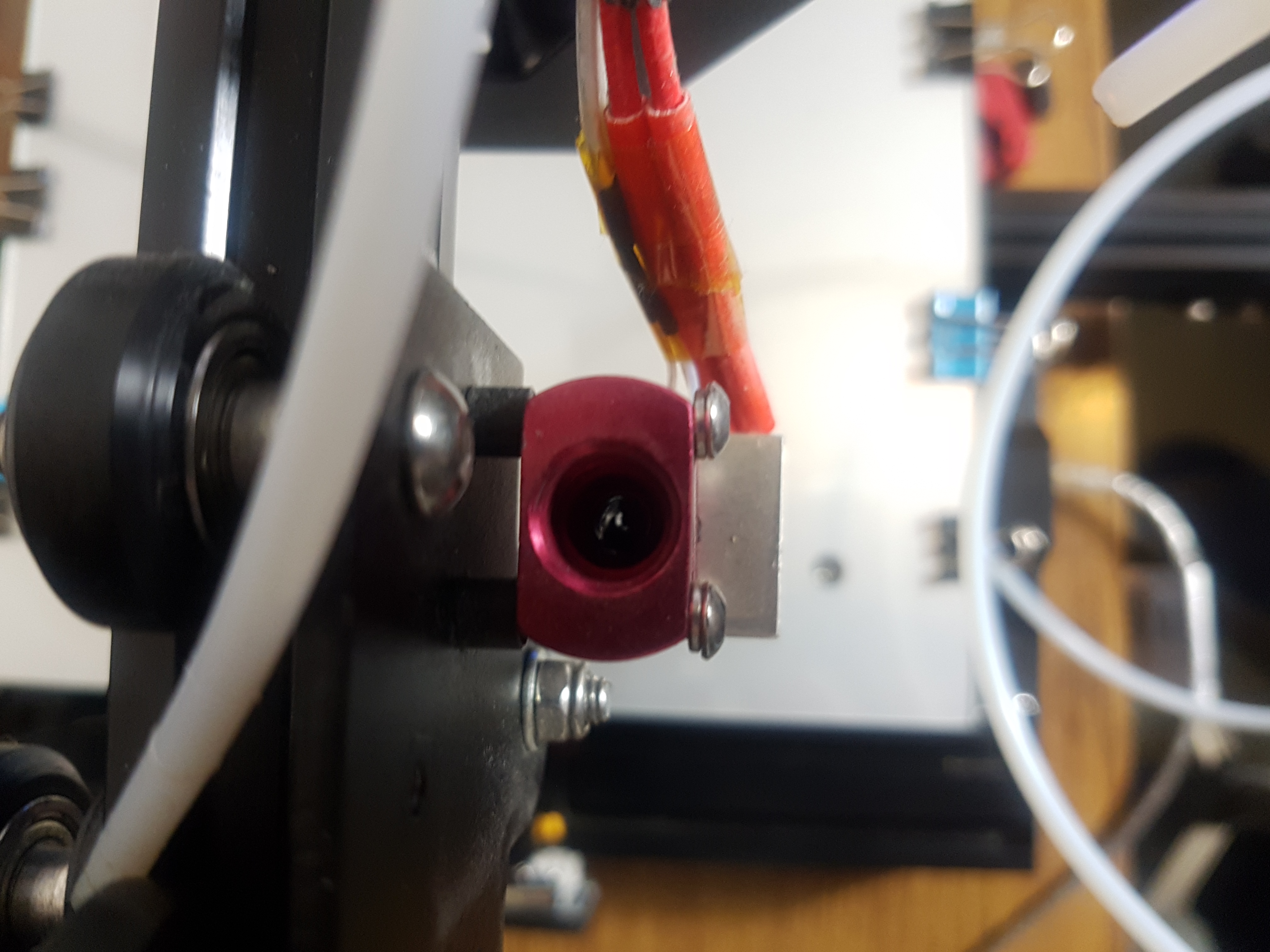
A pneumatikus PFTE rögzítőt oldjuk ki. Én egy kábel kötegelővel szoktam biztosítani a rögzítőt, ezért ezt drótvágóval eltávolítottam, kioldottam a rögzítést és kihúztam a PTFE csövet. A cső végén jól látszik a koszolódás és a mellé folyt anyag.

Vegyünk elő egy új darab PTFE csövet és dugjuk le a hot enden egészen addig amíg nem látjuk a túloldalon. Ha kijött, akkor ne húzzuk visszirányba mert ezzel csak visszakennénk az anyagot a hot end belső falára. Tisztítsuk meg a PTFE csövet, majd csak ez után húzzuk ki és ismét tisztítsuk meg. Ezt a műveletet egészen addig kell játszani, amíg a PTFE cső tisztán nem jön ki a hot enden keresztül dugva.
Ha végeztünk a hot end belső falának tisztításával, jöhet az extruderből induló PTFE cső, aminek a vége a nozzle-lel találkozik. Ez a vég szintén eldugulhat, koszolódhat. Az alsó koszos végéről 1-2 cm-t el lehet távolítani, ezt én PTFE cső metszővel szoktam végezni. A kés és snitzer azért alkalmatlan a PTFE cső metszésre, mert a cső puha, vágáskor torzul. A torulás során kialakított rést pedig az olvadt anyag fogja betölteni, ami ismételt dugulást fog eredményezni. A PTFE cső metsző ezzel szemben fokozatosan, körkörösen azaz torzításmentesen metszi el a PTFE csövet.
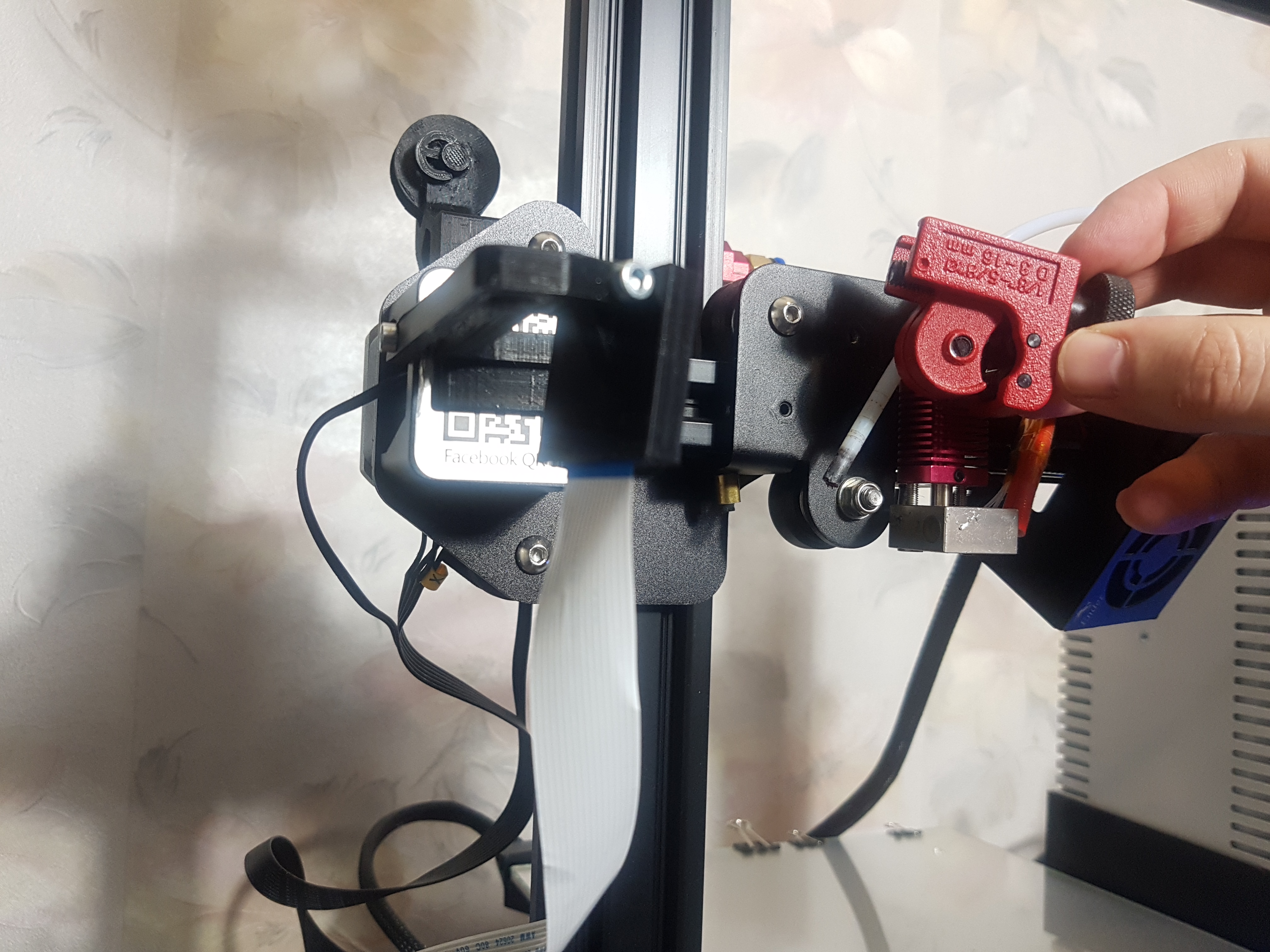
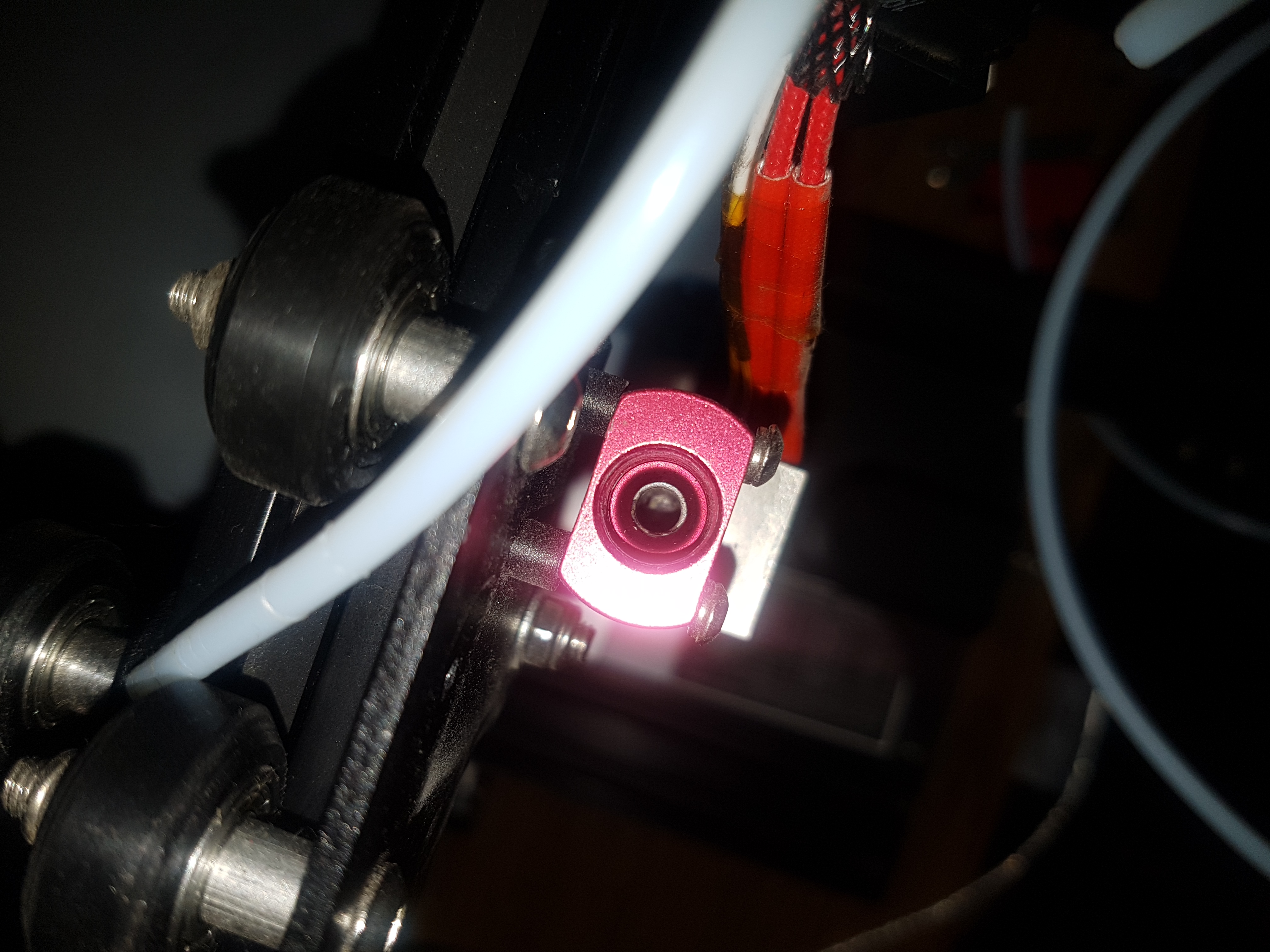
Én a pneumatikus rögzítőt is kicseréltem egy újra: Áthúztam rajta a megtisztított PTFE csövet, majd ledugtam a hot enden egészen odáig, hogy kilógjon kicsit, de magát a pneumatikus rögzítőt még nem csavartam be.
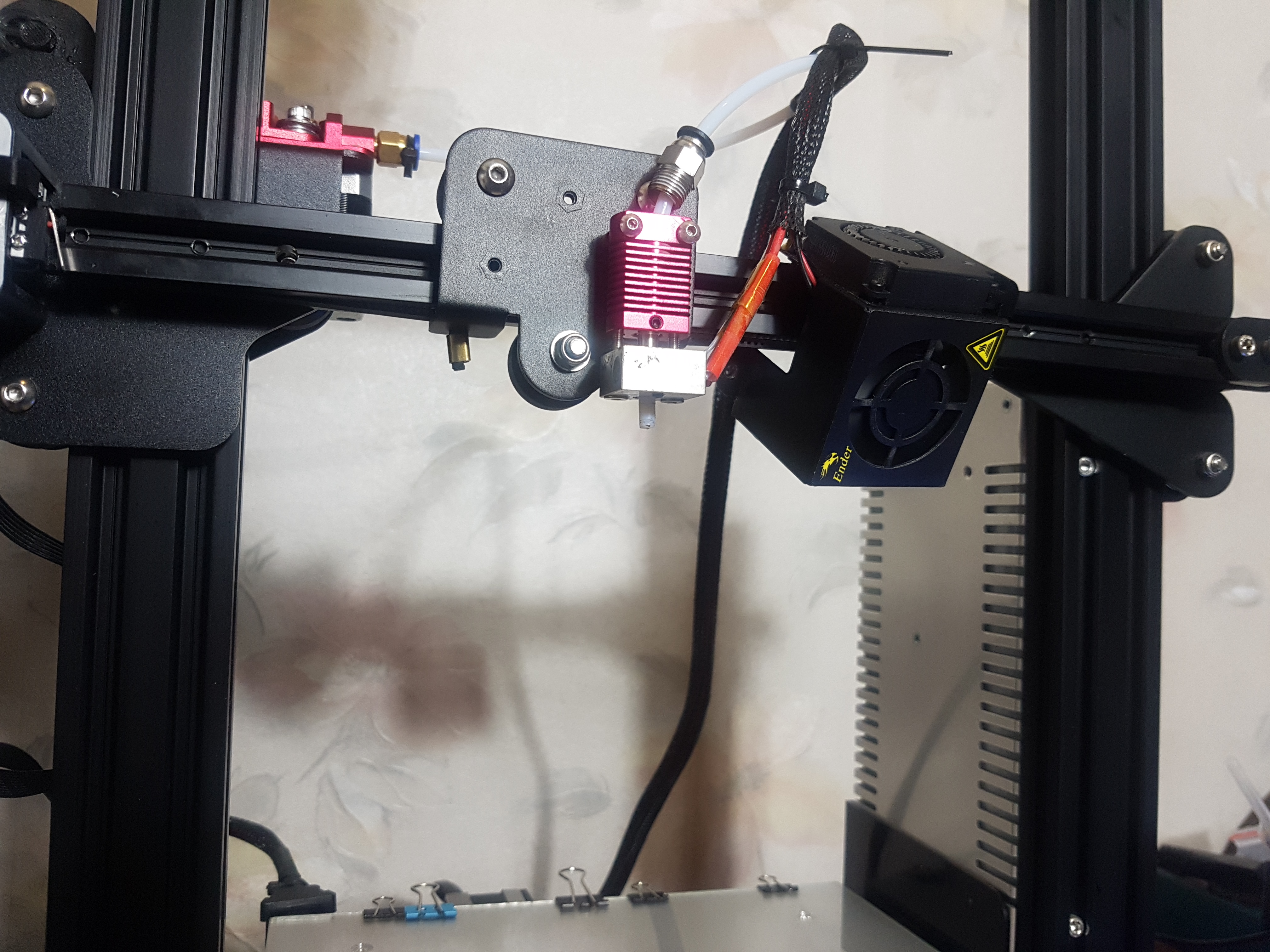
Az új nozzlet becsavartam teljesen, majd vissza lazítottam egy fél fordulatot. Ekkor kell a PTFE csövet rögzíteni: A PTFE cső rögzítőt teljesen be kell csavarni, ügyelve arra, hogy ne vágja el magát a csövet. Ha a rögzítőt becsavartuk, bizonyosodjunk meg arról, hogy a PTFE cső hozzáér a nozzle-höz, dugjuk le teljesen ütközésig. Ekkor én a pneumatikus rögzítőt egy olyan kötegelővel rögzítem, ami a biztosító gyűrű és a rögzítő test között elfér. Ez meggátolja azt, hogy nyomtatás közben bármikor kilazuljon a PTFE cső.
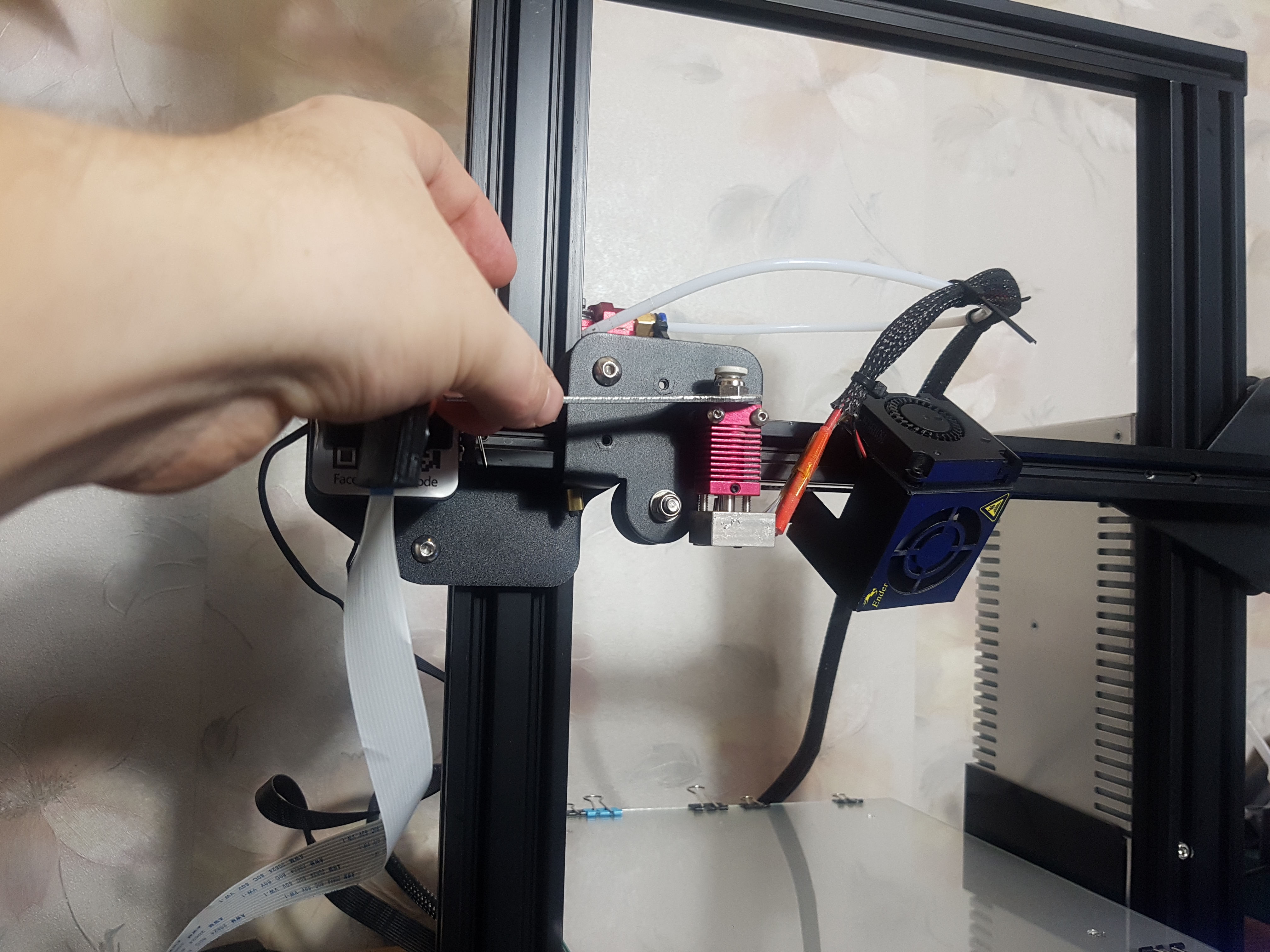
A nozzle-t csak ez után szabad erősen rászorítani: a nozzle és a PTFE cső között teljes lesz a szigetelés, nem marad hézag ahol az olvadt anyag szökhetne. A nozzle rögzítésekor ismét rá kell szorítani a hot endre egy fogóval, hiszen erősen meg kell húzni a nozzle-t ha nem akarunk szivárgást vagy újabb dugulást. Ez ismételten egy olyan művelet ami során eltörhetjük a teljes hot endet, ezért erősen, de óvatosan szorítsuk rá a nozzle-t. A többi már igazából ugyan az, mint a szétszerelés csak visszafelé: a hot endre tegyük vissza a szigetelést, majd szereljük vissza a ventillátort.
Ha mindennel készen vagyunk, akkor mehet is bele a következő adag filament a választott anyagunkból. Nozzle csere után szerintem érdemes újra kalibrálni az extrudert, hiszen egy teljesen új, dugulásmentes hotenden bátrabban szalad át az anyag.


{kind=link}